
2 Silindriploki vooderduse meetodit: remonditööde omadused
Ükskõik kui töökindlad on sisepõlemismootorid, varem või hiljem saab nende ressurss otsa. See kehtib eriti vanade VAZ-i autode sisepõlemismootorite kohta. Silindriploki vooder on üks sagedasemaid toiminguid, mida tehakse mootori kapitaalremondi ajal. Mis on selle tehnoloogia olemus, mida see annab ja kuidas seda tehakse? Lugege selle kõige kohta lähemalt meie artiklist.
Varruka kohta
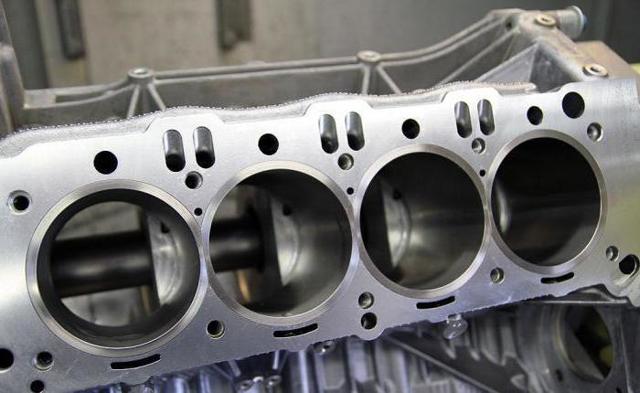
See on iga malm- või alumiiniumplokiga sisepõlemismootori lahutamatu osa. Hülss on eemaldatav hülss, mis paigaldatakse silindriplokki. See mängib seinte rolli, milles kolb liigub.

Voodri mõõtmed määravad silindri ja põlemiskambri töömahu. Selle hülsi plokki paigaldamise protsessi nimetatakse varrukaks. Operatsioon viiakse läbi pärast hoolikat ettevalmistust, kasutades spetsiaalset varustust.
Sordid
Varrukaid on mitut tüüpi:
Esimene on paigaldatud mootoriplokki, mis ei puutu kokku jahutusvedelikuga.
Märjad varrukad puutuvad ühelt poolt kokku antifriisiga. Sellised elemendid on varustatud spetsiaalsete tihenditega, mis takistavad vedeliku lekkimist jahutussüsteemist ja selle tungimist silindrisse. Samuti takistab see tihend heitgaaside tungimist SOD-i.
Põhinõuded varrukatele:
- Vastupidavus mehaanilistele koormustele ja löökidele.
- Vastupidav äärmuslikele temperatuuridele.
- Korrosioonikaitse.
Nende elementide valimisel pöörake tähelepanu silindrite seinte paksusele, nende ellipsile ja koonusele. Arvesse on võetud hülsi ava tolerantsid pärast selle paigaldamist mootorisse.
Töö kirjeldus
Mis see operatsioon on? Silindriploki vooder on kapitaalremondi käigus tehtud tööde komplekt, mis hõlmab sisepõlemismootori töö käigus tekkinud defektide kõrvaldamist. Teine sarnane töö on silindri puurimine.

Toiming võimaldab teil teatud metallikihi eemaldamise teel taastada silindri seinte suhtes tühimike soovitud parameetrid. Puurimine viiakse läbi teatud remondimõõduni.
Millistel juhtudel seda rakendatakse?
Silindriploki vooderdust kasutatakse juhtudel, kui seina defektide sügavus ei võimalda puurimist. See tähendab, et kahjustused on nii suured, et neid ei saa viimase remondisuuruse järgi kohandada. Mõned mootorid ei ole algselt mõeldud liiga suurte kolbide vastuvõtmiseks. Sel juhul taastatakse plokk varruka abil.
Miks kiusajad ilmuvad?
Sellel nähtusel on mitu põhjust:
- Loomulik kulumine. Sel juhul tekivad krambid mitte varem kui 200 tuhande kilomeetri järel. Pole harvad juhud, kui defektid puuduvad pärast 500 või enama tuhande kilomeetri läbimist.
- Õigeaegne õlivahetus või madala tasemega sõit. Selle tulemusena kaob kile elastsus ja mootor töötab kuivalt. Sõrmused hõõruvad vastu seinte pinda, moodustades kriimustusi. Eksperdid soovitavad õli vahetada iga 10 tuhande kilomeetri järel.
- Mootori temperatuurirežiimi rikkumine. See võib esile kutsuda mitte ainult kriimustusi silindri seintel, vaid ka defekte plokipeas.
- Võõrkehade tungimine kambrisse. See võib olla määrdunud õhufiltri tolm. Mõnikord – metallist laastud ummistunud õlifiltrist. Selle vältimiseks vahetage neid tarvikuid iga 10 tuhande kilomeetri järel.
- Vale oktaanarvuga kütuse kasutamine. Võib põhjustada detonatsiooni, hõõrdumist ja klapi läbipõlemist.
Iseärasused
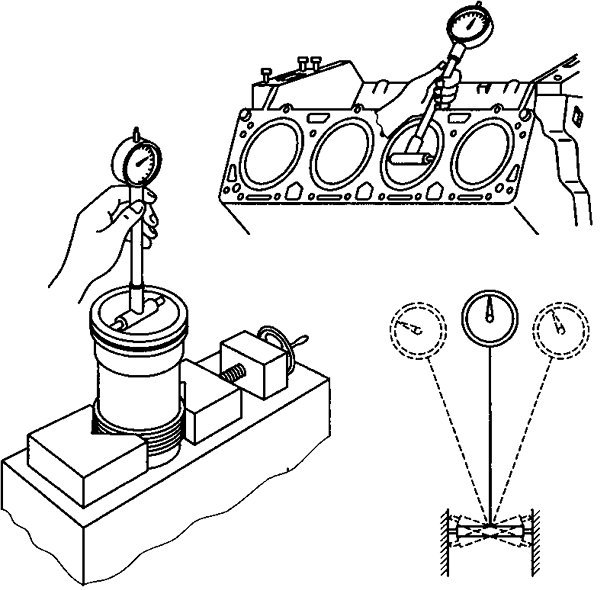
Märgade varrukate vahetamise protseduur on suurusjärgu võrra lihtsam kui kuivad. Kõiki elemente pole vaja muuta. Piisab ainult ühe kahjustatud hülsi väljavahetamisest. Kulunud varrukate arvu ja nende seisukorra määrab sisemõõtur.
Materjali tüübi osas on mõned erinevused. Niisiis on malmist silindriploki hülss valmistatud legeeritud malmist puksidest. Kuid järk-järgult lähevad tootjad üle alumiiniumplokkidele.
Selle ilmekaks näiteks on Volkswagen ja Skoda. Alumiiniumist silindriploki vooder on valmistatud sellel metallil põhinevate puksidega, millele on lisatud lisakomponente.
See võimaldab teil luua seintele stabiilse katte.
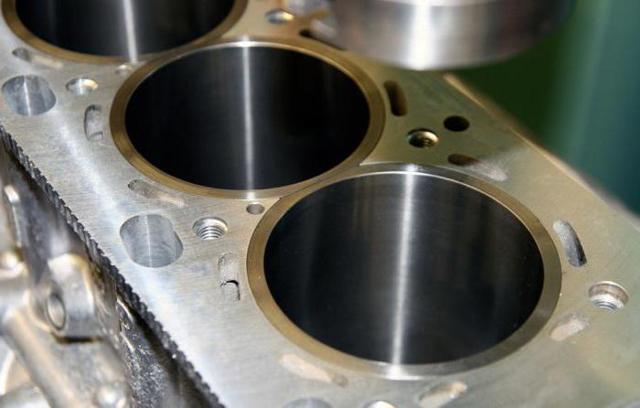
Enne pukside vajutamist mõlemal juhul silindrid puuritakse. Selle toimingu käigus loob meister varruka jaoks tasku õige geomeetria. Väiksemate kõrvalekallete korral on võimalik ellipsi teke. Seetõttu võib äsja remonditud mootoril tekkida hõõrdumine, õlikulu ja madal surve.
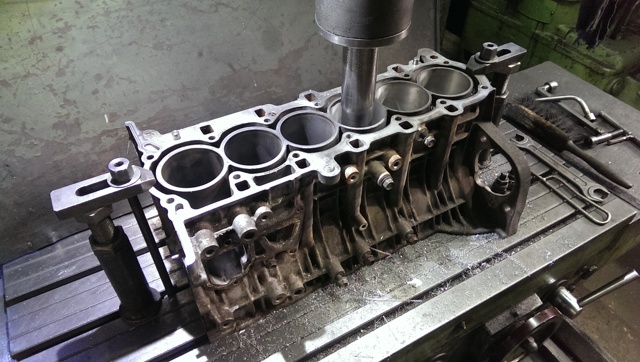
Järgmisena liikuge silindriploki vooderdise juurde. Operatsioon viiakse läbi "kuumalt", mitmes etapis. Esiteks kuumutatakse silindriplokk temperatuurini 150-160 kraadi Celsiuse järgi. Seejärel võtke varrukas ja jahutage see.
Elementi töödeldakse vedelas lämmastikus temperatuuril -195 kraadi. Järgmisel etapil kaetakse hülss spetsiaalse ainega, mis ei lase seintele kondensaadil tekkida. Pärast seda asetatakse jahutatud hülss kuuma plokki.
Temperatuuride erinevuse tõttu mahub varrukas ideaalselt oma istmesse.
See silindriploki vooderduse meetod on kiireim ja parima kvaliteediga. Töö tulemusena on võimalik saavutada puksi ja ploki kokkupuutekohas suur sobivustihedus ja vajalik tihedus.
Alternatiivne tehnoloogia
Ülaltoodud meetod hõlmab ploki eelpuurimist. Kuid on plokke (see kehtib alumiiniumi kohta), millel ei ole enne varrukate paigaldamist igav. Kuidas nad sellisel juhul käituvad? Silindriploki hülsiga kaasneb istmele hermeetiku pealekandmine.
Järgmisena pressitakse hülss spetsiaalsel masinal. Hülsi ja ploki temperatuur on sama. Kvaliteetne hülss võimaldab teil sisepõlemismootorit kasutada 150 tuhande kilomeetri jooksul, tingimusel et õli vahetatakse õigeaegselt.
Mis hind on?
Silindriploki vooderdise hind võib oluliselt erineda. Tavaliselt sisaldab see kulu ka igavtööd koos silindrite lihvimisega. Niisiis, VAZ-i autode puhul maksab kogu töökomplekt 5 tuhat 300 rubla, välja arvatud puksid ise.

UAZ sisepõlemismootori hülss – 6 tuhat 500 rubla. ZMZ-mootoritega GAZellede puhul on see teenus 4300 rubla. Cumminsi mootorite jaoks – 2 tuhat odavam. Välismaiste autode puhul on malmist plokkhülsi maksumus (ilma puurimise ja lihvimiseta) 2300 rubla silindri kohta. Sama töö, kuid alumiiniumplokiga 200 rubla rohkem.
Kus on valmistatud silindri vooder? Peterburi ja Moskva ei ole ainsad linnad, kus seda teenust pakutakse. Hea varrukameistri leiab märksa väiksematest asulatest.
Lihvimine
Varem mainisime sellist protseduuri nagu lihvimine. See toiming on ette nähtud silindri seinte kareduse vähendamiseks. Tänu lihvimisele paraneb kolvirõngaste sissesõit ja suureneb remonditava mootori ressurss.

See protsess viiakse läbi mitmes etapis:
- Silindrite karestamine. Sel juhul kasutab kapten suurt abrasiivi.
- Viimistlustöötlus. Operatsiooni käigus kasutatakse peeneteralist abrasiivi, mis võimaldab saavutada ülitäpse töötlemise. Abrasiivina kasutatakse keraamilisi või teemantvardaid. Viimased on väga töökindlad ja vastupidavad. Seetõttu on keraamiliste vardadega töötlemine minevik.
- Mootori pesu. See samm eemaldab ülejäänud poleerimispasta ja metallilaastud. Kas metall roostetab? Kõik sisepõlemismootori elemendid on valmistatud sulamitest, mis on väga korrosioonikindlad.
- Lõplik puhastus. Seda ei kasuta kõik meistrid, kuid see võimaldab eemaldada vanad lohud ja nurgad, mis tekkisid lihvimise käigus. Sellega saavutatakse silindrite pinna kõrge siledus.
Järeldus
Niisiis saime teada, mis on mootoriploki vooder ja mis tehnoloogiaga seda toodetakse. Plokkide puurimine ei ole kohustuslik meede. Kuid tänu sellele saate varruka suuruselt ideaalselt sobida. Seetõttu teostavad paljud meistrid puurimist, lihvimist ja varrukaid kompleksis.
Ise-tegelik silindri vooderdiste remont
Silindri vooderdiste seisukord määrab suuresti mootori eluea. Temalt tõlgitud. varrukas – kest. Ja selleks, et mõista, millistel juhtudel silindri vooderdusi parandatakse ja mis see on, vaatame, mis on silindri vooder.
Kaasaegsetel sõiduautodel kasutatakse kahte vooderdise rühma:
- "Märg" varrukad – seda tüüpi varrukad on struktuurselt kontaktis mootori jahutusvedelikuga. Komplektis tihendustihenditega, et vältida gaaside sattumist jahutusvedelikku ja vastupidi. Selle rühma silindri vooder on paremini hooldatav.
- "Kuivad" vooderdised – selle rühma silindrivooder mõnes mootoris valatakse valmistamise ajal plokki. Loomulikult ei puutu need kokku jahutusvedelikuga, sellest ka nimi.

Peamised omadused, mis silindri vooderdis peaks olema, on: kulumiskindlus, tugevus, kõrge korrosioonikindlus. Varrukate konstruktsioonilised omadused peavad tagama tihendite töökindluse hülsi ristmikul silindripea ja silindriplokiga.
Reeglina on mootori ressursi taastamine võimalik hülssmeetodil. Selleks pakub tootja remondihülsid (puksid). Nõus, et silindriploki remont, silindripea remont ja silindrihülsside remont on palju odavam protseduur kui uue mootori ostmine.

Erinevatest materjalidest (malm, alumiinium) plokkides silindri vooderdiste remont erineb oma tehnoloogia poolest.
- "kuivad" varrukad paigaldatakse tavaliselt termotöötlusega, või paigaldatakse külmmeetodil, s.t. kasutades spetsiaalseid seadmeid.
- "Märg" vooderdisi on lihtsam parandada, kuna need sisestatakse ja eemaldatakse silindriploki parandamisel käsitsi.

See ei ole vooderdiste remondi eeltingimus, nende vahetamine kõigis silindrites. Ploki silindrite diagnostika käigus selgub milline silindri vooder vajab remonti (vahetust).
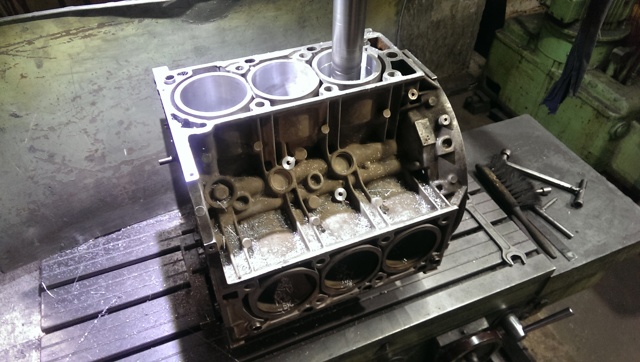
Silindriploki rekonstrueerimine
See protsess algab vooderdiste jaoks mõeldud silindrite puurimisega. Puurimise kvaliteeti mõjutab suuresti remonditava mootori ressurss. Plokkide puurimine võimaldab saavutada nii vajaliku suuruse kui ka pesade õige geomeetria.
Kui puurimine on tehtud valesti, kantakse pesa ellipsoidne geomeetria pärast hülsi üle hülsi endasse. Pistikupesade pinna täpsuse ja vajaliku sileduse tagamiseks lihvitakse need pärast puurimist.
- Varrukate protseduur
- Kui “märgade” vooderdiste puhul on vooderdise protseduur konstruktsiooniomaduste tõttu enam-vähem selge, siis tõenäoliselt ei saa te garaažis “kuivade” silindrivooderdiste vooderdust oma kätega teha.
-

Kuumhülss viiakse läbi, võttes arvesse temperatuuri erinevust. Silindriplokk kuumutatakse gaasipõletiga temperatuurini 120-1500. Pärast seda sisestatakse ettevalmistatud pessa jahutatud varrukas.
Silindri vooderdise paigaldamisele eelneb selle töötlemine spetsiaalse seguga, et vabaneda vee kondensaadist. Kuuma varrukaga "kuivade" silindri vooderdiste meetod on kõrgeima kvaliteediga.

Materjali struktuuri iseärasuste tõttu ei saa galnikalist plokisilindrid igavleda. Seetõttu pressitakse remondi käigus sellistesse silindriplokkidesse alumiiniumist vooderdised.
Vorm. Hülsi koonus ja ellips ei tohi ületada 0,02 mm. Seina paksuse erinevus ei tohiks ületada 0,01 mm.
Pind. Silindri voodri pinna lihvimine toimub vähemalt 8-10 täpsusklassiga, vastasel juhul peate mõne aja pärast uuesti mootorit parandama.
Varrukate valik. Remondihülsid valitakse kataloogi järgi, võttes arvesse järgnevat puurimist. Lubatud vahekaugus ei tohi olla suurem kui 0,5 mm.
Edu teile silindri vooderdiste remondil.
- Andrew
- printida
Teenindus! Kvaliteet! Hind!

Igav pole selle mootori jaoks kõige sobivam taastamisviis.
- Silindri kulumine ületab remondiks lubatud. Silindris on pärast kolvi purunemist jahutussärgis sügavad riskid, kriimustused, praod või isegi "aknad".
- Tootja ei näe ette mootori kapitaalremonti, remondikolbe ei toodeta. See hõlmab ka alumiiniumsilindritega "ühekordseid" mootoreid.
- Kolbide komplekti kõrge hind või nende puudumine. Remondiks igav ei ole majanduslikult otstarbekas.
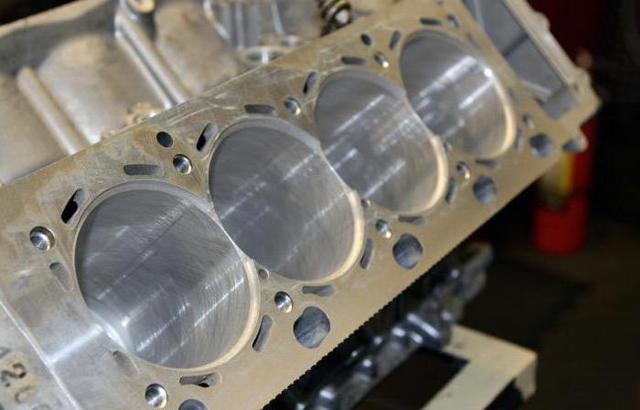
Mercedes m272 mootor. Alusil silindrid.
Malm- ja alumiiniumplokkide varrukate tehnoloogiatel on olulisi erinevusi. Arvestada tuleb materjalide erineva tugevusega, soojuspaisumistegurite ja disainiga.
Varrukaplokk Chevrolet Epica X25D1 2,5l. Silindrid on valmistatud Silumali tehnoloogiat kasutades. Silindri sein on väga õhuke, voodri tiheduse või paksuse viga ja silindriplokk puruneb.
Mootoriplokk tuleb mõõta enne remondivooderdiste valmistamist: pärast nende paigaldamiseks puurimist peab silindri seinte paksus olema piisav ploki tugevuse säilitamiseks. Määratakse varruka kinnitusviis: kraega või ilma.
Arvestage ka uue voodri ja kolvirõngaste materjalide sobivusega. Kui rõngad töötasid nikasili järgi, tuleb need asendada malmist silindrite rõngaste vastu. Alumiiniumplokkide muhvimisel arvestatakse mootori alumiiniumploki ja parandushülsi erinevat soojuspaisumist.
Et töö ajal ei häiritaks hülsi ja ploki vahelist termilist kontakti, tuleb hülss paigaldada olenevalt konstruktsioonist umbes 0,05-0,07 mm häiretega. Malmplokkides on häired 0,03-0,05. Võtke arvesse soojusvahet kolvi ja hülsi vahel.
Kui alumiiniumi asemel kasutatakse malmist hülsi, suureneb see.

Honda mootor, B20. Kahju on silindrite vaheline pragu. 2 silindrit vooderdatud. Jäikuse suurendamiseks paigaldatakse plokki vahetükid.
Mootori hülss viiakse läbi järgmises järjekorras:
- Ploki mõõtmine. Sobivate ost või tellimine varrukate valmistamiseks. Hülsi kinnitusmeetodi, interferentsi, seina paksuse määramine.
- Puurimissilindrid vooderdiste paigaldamiseks.
- Varruka paigaldamine. Neid saab paigaldada pressimise või temperatuuri erinevuse abil. Teisel juhul kuumutatakse plokk 100 C-ni, samal ajal kui hülsid jahutatakse vedelas lämmastikus temperatuurini -188 C. Temperatuuride erinevuse tõttu paigaldatakse hülss käsitsi. Kasutatav meetod sõltub ploki konstruktsioonist ja materjalist. Pressimine on lubatud ainult mõne malmploki puhul.
- Ploki tasapinna lihvimine.
- Silindri puurimine lihvimiseks.
- Silindrite viimistlus – lihvimine kolvi jaoks. Iga silinder on lihvitud nii, et see vastaks kolvile, et saavutada õige termiline kliirens. See välistab deformatsioonid (elliptilisus, kitsenemine, tünni kuju jne), mis tekivad pärast hülsi paigaldamist.
Pärast lihvimist jääb üle klots loputada ja see on kokkupanemiseks valmis.
Kuidas oma kätega silindriploki vooderdust teha?
Artikli kokkuvõte:
- Varrukas ja selle tüübid
- Töö tegemise metoodika
- Kuum varrukas
- Pressi kinnitus

Meie tohutu riigi teedel liigub tohutul hulgal vanu autosid, mille mootorite remonti tehti rohkem kui üks kord. Pole tähtis, mis marki ja mudelit meie sõiduk on, saate selle ise parandada, säästes mitte ainult raha, vaid ka aega. Autosid, millel puudub selge remondireserv, taastavad meie meistrid varrukameetodil. Selles artiklis selgitame välja, kuidas silindriploki vooderdust ise teha.
Varrukas ja selle tüübid
Iga mootori üks komponente on hülss. See on metallist sisetükk, mille sees on kolb. Auto jõuallika töömaht sõltub selle elemendi mahust.
Nagu kõik mootorite mehaanilised komponendid, vajab hülss perioodilist remonti, mida nimetatakse "hülssiks". Selline protsess nõuab inimeselt erilisi oskusi ja teadmisi. Seda protseduuri tehakse juhul, kui varrukate kulumine ületab tootja poolt ette nähtud remondimõõtmeid.
Praeguseks paigaldavad sõiduautode tootjad järgmist tüüpi vooderdusi:
- Märg – neil on pinna kokkupuutepunkt jahutusvedelikuga ja need asuvad "jahutussärgis". Seda tüüpi vooderdised tagavad hea soojusülekande, kuid nendega varustatud karterid on vähem jäigad. Märg varrukad on paremini parandatavad ja saate need ise välja vahetada.
- Kuiv – need on ühes tükis plokiga konstruktsioon ja monteeritakse sellesse tehases. Nad ei puutu kokku jahutusvedelikuga, mistõttu nad said oma nime. Selliseid varrukaid on üsna raske asendada. Hülsi teostavad spetsialistid spetsiaalse varustuse abil.
Varrukate ostmisel turul või spetsialiseeritud kaupluses tuleks arvestada mõne olulise punktiga:
- Seina paksuse erinevus varruka erinevates kohtades ei tohiks ületada 0,02 mm;
- Varruka välispinna puhtus peaks olema 8-10 klassi;
- On vaja osta varrukas koos abirahaga, sest. tehakse edasi igav.
Töö tegemise metoodika

Enne hülsi peate sisemõõturi abil läbi viima spetsiaalse diagnostika, mille tulemused näitavad, kas teie mootor vajab remonti. Sõltuvalt varrukate tüübist kasutatakse erinevaid remonditehnoloogiaid. Kõige sagedamini – see on pressimine ja kuumad varrukad. Samuti tuleks malmist mootoriplokkide jaoks kasutada malmist vooderdusi ja alumiiniumplokkide jaoks vastavalt alumiiniumisulamitest.
Esimene samm enne voodri käivitamist on silindri puurimine (v.a galnikalsilindrid), milles on vaja säilitada voodri soone õige kuju. Järgmine samm on soonte lihvimine, mille järel on hülss juba pooleli.
Kuum varrukas
Seda meetodit võib pidada kõrgeima kvaliteediga. See põhineb elementide temperatuuride erinevuse kasutamisel. Hülsi on töödeldud spetsiaalse tööriistaga, et vältida kondensaadi teket mootori osadele. Plokk kuumutatakse temperatuurini 150C0, mille järel sisestatakse pesasse vedela lämmastikuga jahutatud hülss.
Pressi kinnitus
Professionaalid ei soovita kuivhülssi plokki pressimise teel paigaldada. See meetod on teostatav ainult väikese eelkoormuse väärtusega 0,05 mm või vähem.
Lisaks tuleb hülss muuta paksuks, mõnikord kuni 4 mm, et vältida pressimise ajal moonutusi.
Selle meetodiga tekkiva sisemise jääkpinge tõttu on mootori töö ajal ka hülsi moonutamise oht.
Plokkhülss Porsche Cayenne:
Keskus MOTOR-M
Gilzovka.
Maksumus MOTOR Centeris
"Mootor on "ühekordne", seda ei saa parandada, ainult vahetada (mootorikomplekt, lühike plokk või silindriplokk) …" – enamasti võib seda kuulda kaasaegsete Fordi, Toyota, Honda mootorite, Mazda alumiiniumplokkide kohta , Nissan, Suzuki, Subaru, Mitsubishi, Volvo, Audi, Volkswagen, Opel (ja kogu General Motors), BMW, eriti "nikasil" kattega ("nicasil") või "alusil" ("alusil") silindriplokkide kohta ) (teine nimi: silumal – "silumal").
Argument on järgmine – alumiiniumist silindriploki malmist vooderdistega vooderdust tootja ei paku ja seetõttu selline plokk ei tööta, vooder on võimatu.
Samal ajal ettevõtted ise nii ei arva, näiteks BMW läks üsna rahulikult M52-seeria mootorite niklikattelt üle M54-seeria mootorite malmist täidetud vooderdistele (ja jätkab nende kasutamist N57-seeria diiselmootorites) ja N52-l. seeria mootorites kasutavad nad vooderdiste alumiiniumploki valamise tehnoloogiat silindrite magneesiumplokki, Audi, Volkswagen ja Honda kasutavad samuti kõiki neid võimalusi (viimasel ajal, muide, kasutatakse üha enam just malmist vooderdusi).
Põhjused, miks plokki ei vooderdata malmist vooderdistega: tootmiskulud ja kaalu vähendamine, utiliseerimise lihtsus.
Tootja pöörab harva tähelepanu sellele, et see vähendab ressurssi (malmist vooderdistega mootor on palju jäigem ja säilitab silindrite geomeetria kauem) täpselt arvukalt kaebusi väikese ressursi kohta).
Muide, kasutatud lepingumootori ostmisel peaksite seda meeles pidama: malmist "miljonäride" aeg on möödas, nüüd on juba hea, kui alumiiniumplokiga mootor läbib 200 tuhat kilomeetrit.
Ford, Toyota, Honda, Mazda, Nissan, Suzuki, Subaru, Mitsubishi, Volvo, Audi, Volkswagen, Opel (ja kogu General Motors) on juba aastaid vaikselt kasutanud alumiiniumplokkides malmist vooderdusi, samas kui enamiku mootorite puhul on olemas remondikolbide jaoks pole igav (paljusid ei saa isegi lahti võtta – ainult "lühise ploki" asendamine). Vahepeal saab plokihülsi abil parandada absoluutselt kõiki plokke, ilma et see halveneks nende tarbijaomadusi ja säästaks palju.
2. Mõned alumiiniumist silindriploki vooderdise omadused
Varrukad kraega või ilma?
Alumiiniumist silindriploki malmist vooderdistega vooderdamisel on põhiprobleemiks alumiiniumi ja malmi erinev paisumiskoefitsient.
Et kompenseerida vooderdise sobituvuse nõrgenemist plokis mootori kuumutamisel töötemperatuurini, paigaldatakse vooder algselt plokki suure interferentsiga ning välistamaks voodri liikumise võimalust. silindris ka suure ülekuumenemise korral on vooder tehtud õlaga (“mütsiga”), mis kinnitub ploki ja pea vahele (vt joonis 1).
Kui paigaldate hülsi ilma õlata (vt joonis 2), siis on võimatu garanteerida, et see pärast hülsi ei liiguks (muide, see juhtus sageli vanade Land Rover V-8 bensiinimootoritega).
Aga kuidas on lood kolvirõngastega – on ju silindri materjal muutunud?
Nüüd erinevate plokkide kolvirõngaste vahetatavuse kohta. On lihtsad reeglid: – "Nikasili" rõngad ei sobi malmist vooderdistele (liiga pehmed, kuluvad kiiresti), malmist silindritega mootorite rõngad tuleb valida (võimalik, et soonte viimistlemisega) kolbide rõngaste jaoks)
– "alusili" rõngaid saab kasutada malmist varrukate jaoks.
Ja mis see üldiselt on – "nikasil" ja "alusil" ("silumal")?
Natuke veel sellest, mis on "nikasil" ja "alusil", samuti üldised mõtted õlikulust tänapäeva mootorites: "nikasil" on väga kõva ja õhuke (0,2 … 0,3 mm paksune) galvaaniline kate silindri seintel. ( väliselt läikiv, lihvimisriskidega – väga sarnane tavalise malmhülsiga).
Kogu probleem seisneb selles, et hõõrdumise ajal (ja see pole haruldane näiteks 2,5-liitristel turbodiislitel "Volkswagen Transporter", "Volkswagen Tuareg") jääb kolb silmapilkselt silindri seinte külge kinni ja mootor kiilub.
Lisaks pole harvad juhud, kui nikkel-hõbedane kate näeb väljastpoolt täiuslik välja, kuid see osutub silindri seintesse (eriti silindri ülaosas, kus kolb on “nihutatud”) süvendatud.
Silindrilisus on katki, kolvid ja kolvirõngad lakkavad normaalselt töötamast – sellest tuleneb suurenenud õlikulu ja koputused (eriti "külma" korral). "Nikasil" eemaldatakse täielikult, kui plokk on varrukate all igav.
"Alusil" ("silumal") – spetsiaalne alumiiniumisulam, millest silinder on valmistatud (väljast matt ja sile). Võimalusi on kaks: kogu silindriplokk on sellisest sulamist või plokk odavamast (või kergemast (näiteks magneesium) – olenevalt sellest, mis eesmärgid seatakse) materjalist, mis on vooderdatud Alusili vooderdistega.
Kogu nipp seisneb selles, et alumiinium eemaldatakse silindri lõplikul töötlemisel spetsiaalse pastaga pinnalt peaaegu täielikult keemiliselt, kolvirõngad libisevad üle räni mikroosakeste ning õli jääb nende vahele jäävatesse mikropooridesse, välistades kuivhõõrdumise (valus). rauast silindrid, selleks eririskid – lihvimisprotsess). Ja siin on probleem – kuidas vältida kolvide kleepumist silindri seintele? Varem allutati kolviääred "triikimisele" (kaetud rauaosakestega), saate ise kontrollida – selliste mootorite kolbidele tõmbab magnet, näiteks Mercedes-Benz M116, M117, M119, M120, BMW M70, M72 seeria, kate oli väga kulumiskindel.
Nüüd on tehnoloogia kaugele edasi astunud, seega kasutatakse "tefloniga" sarnast katet (jah, nagu pannidel!). Ja kõik oleks hästi, ainult moodsad mootorid armastavad väga õli süüa (kulu 1…1,5 liitrit 1000 km kohta peetakse edasimüüjate poolt juba ametlikult normiks).
Sellel on ka põhjused: kõik tootjad on väga mures mehaaniliste kadude vähendamise pärast, mistõttu jääb kolvirõnga avanemisjõud järjest väiksemaks, rõngad jätavad seintele rohkem õli (muide, pidev õli lisamine võimaldab edasimüüjatel suurendada hooldusvälbad enne selle väljavahetamist).
Selgub järgmine ahel: õli põleb läbi – tahma moodustub – abrasiivsed tahmaosakesed kustutavad kolbide katte (nagu kustutatakse pannide kate) – kolb kleepub silindri seinte külge – hõõrdumine, hävimine. Näiteks kannatavad selle all 4,8-liitrised Porsche Cayenne’i bensiinimootorid (meil oli juhtumeid, mille läbisõit oli vaid umbes 70 000 km).
Gilzovka. Maksumus MOTOR Centeris
Mootori taastamine: päästevarrukad – Avtotsentr.ua
Ukrainas opereeritakse tohutul hulgal kasutatud välismaa autosid, mille mootorid on üle elanud rohkem kui ühe kapitaalremondi. Neid, mis on remondiressursi juba ammendanud, saab enamikul juhtudel taastada varrukameetodi abil. Me räägime temast.
Ukrainas opereeritakse tohutul hulgal kasutatud välismaa autosid, mille mootorid on üle elanud rohkem kui ühe kapitaalremondi. Neid, mis on remondiressursi juba ammendanud, saab enamikul juhtudel taastada varrukameetodi abil. Me räägime temast.
Kulunud silindri saab taastada, paigaldades parandushülsi (hülsi). Seda meetodit kasutatakse ka siis, kui silindrisse on tekkinud sügavad kriimustused või augud, mille olemasolul traditsiooniline puurimine ja lihvimine on ebaefektiivsed.
Varrukate remont on odavam kui uue mootori ostmine.
Malmplokkidega mootorite taastamiseks kasutatakse kulumiskindlast legeeritud malmist valmistatud pukse ja täielikult alumiiniumist – reeglina spetsiaalseid alumiiniumhülssi. Erinevatest materjalidest plokkide parandamise peamised tehnoloogilised meetodid on sarnased ja erinevad ainult detailide poolest.
Kuiv ja märg
Paigaldusmeetodi järgi eristatakse “kuivad” ja “märjad” varrukad. "Kuivad" ei puutu otseselt jahutusvedelikuga kokku ja hoitakse hõõrdejõudude tõttu plokis (need paigaldatakse kulunud silindrite eelpuuritud pesadesse, millel on interferents). Need on paigaldatud termiliselt või pressitud "külmalt".
Teist tüüpi varrukad pestakse jahutusvedelikuga ja neid saab käsitsi plokki sisestada (sellest eemaldada). See lihtsustab mootori parandamise protseduuri ja võimaldab seda teha isegi "välitingimustes".
Igav
Ploki taastamine algab vooderdiste all olevate kulunud silindrite puurimisega.
Taastatud mootori ressurss sõltub selle toimingu kvaliteedist tulevikus.
Ploki puurimisel tuleb lisaks nõutavale suurusele saavutada ka õige geomeetria ja pesade pinna vajalik puhtusaste, vastasel juhul tekivad silindrilise kuju moonutused (koonus, tünni kuju jne).
) kantakse pärast varrukat automaatselt üle varrukale.
Soovimatute kõrvalekallete kõrvaldamiseks edasise töötlemise (hoonimise) ajal tuleb eemaldada märkimisväärne metallikiht, mis vähendab hülsi mehaanilist tugevust (selle seina paksus ei ületa reeglina 1,7–2,0 mm).
Lisaks võivad peale hülsi paigaldamist ploki ja hülsi seina vahele ebakvaliteetsesse pessa tekkida õhutaskud, mis halvendavad soojuse eemaldamist kolvist.
Seetõttu tuleb madala täpsusklassiga tööpinkide kasutamisel puuritud pistikupesade geomeetriat enne hülsimist lihvida.
Tähelepanu! Malmplokkide töötlemine ei tohiks toimuda magnetlauaga masinatel. Plokiosade vältimatu magnetiseerimine viib metallilaastude “kleepumiseni”, mis omakorda kiirendab mootori kulumist.
Gilzovanie
"Kuivade" varrukate paigaldamiseks plokki on kaks meetodit – eelkuumtöötlusega ja "külma" vajutamisega.
Esimesel juhul paigaldatakse hülss 50–80 µm vahelesobivusega, tagades osade temperatuuride erinevuse.
Selleks kuumutatakse plokk gaasipõleti “pehme” leegiga 120–150 kraadini, oodatakse 15–20 minutit, et kuumus ploki korpuses ühtlaselt jaotuks ja seejärel vedelas lämmastikus jahutatud hülsid. sellesse sisestatud.
Pärast ploki ja varrukate temperatuuride ühtlustamist haakuvad viimased plokiga tihedalt kinni. Hülss tuleb sisestada ettevaatlikult, kuid kiiresti. Haakumise ajal võib see pooleldi ploki külge “haarata” ja see tuleb välja puurida.
Enne jahutatud varrukate paigaldamist pesadesse töödeldakse viimaseid vee kondensaadi eemaldamiseks spetsiaalse ühendiga. Tavalist õli ei saa kasutada. Selle jäägid töötavas mootoris muutuvad vaiguks, mis soojusisolaatorina aitab kaasa silindrite ülekuumenemisele.
Professionaalsed remondimehed ei soovita "kuivad" varrukad "külmale" paigaldada. Esiteks on see võimalik ainult väikese tihedusega (kuni 0,05 mm) ja teiseks tuleb hülss teha paksemaks (2,5–4 mm), vastasel juhul kõverdub see vajutamisel.
Edasise töötlemise korral on hülsi geomeetria vältimatute rikkumiste kõrvaldamiseks vaja eemaldada eemaldatud metallikihti. Lisaks on mootori töötemperatuuril võimalik hülside deformatsioon pressimisel tekkinud sisemiste jääkpingete tõttu.
Lihvimine
Pärast vooderdust lihvitakse silindrid konkreetsete kolbide suuruse järgi. Samal ajal kõrvaldatakse pärast hülsi paigaldamist tekkinud defektid (elliptilisus, koonus, tünni kuju jne).
Tööpinnale antakse kindel profiil – umbes 0,01 mm sügavuste sälkude võre, mis lõigatakse pinna sisse ja kantakse 20–60 kraadise nurga all.
Võrk on vajalik selleks, et õlikile püsiks paremini silindri pinnal, mis vähendab hõõrdumist kolb-silindri paaris.
Hülsi viimistlemine on harjamine – operatsioon, mille käigus eemaldatakse lihvimisvõrgu soontest hülsi sisse ulatuvad teravad servad (pursad). Harjamine toimub ränikarbiidiga immutatud nailonharjadega. Sel juhul suureneb silindri läbimõõt mitte rohkem kui 2 mikronit.
Tehnoloogia puuritud plokki varrukate paigaldamiseks termilisel meetodil "Alumiiniumi" omadused Täisalumiiniumplokid taastatakse reeglina spetsiaalsete varrukate abil. Nii saab suure ränisisaldusega (20–27%) alumiiniumhülsi pressida alumiiniumisulamist Lokasil valmistatud silindritesse.
Galnikal sulamist plokkide silindrid on seestpoolt nikeldatud, mistõttu nende puurimine ei ole lubatud ja puuduvad remondikolvid. Sellistesse plokkidesse paigaldatakse alumiiniumist vooderdised, millele järgneb tavaliste kolbide puurimine.
Malmhülsi saab paigaldada ka üleni alumiiniumplokkidesse. See parandusmeetod annab häid tulemusi ja on odavam. Karmid nõuded Hülsi välispind peab olema lihvitud kuni 8-10 pinnaviimistluseni. Hülsi koonus ja ellips ei tohi ületada 0,02 mm, seina paksuse erinevus ei tohi ületada 0,1 mm.
Valmis vooderdised valitakse kataloogi järgi nii, et kolvi edasise puurimise läbimõõt jääb vahemikku 0,3–0,5 mm ning minimaalne seinapaksus pärast pressimist ja puurimist on vähemalt 1,5 mm (uue hülsi puhul on see 1, 8). –2,0 mm). Varrukatööde maksumus*, UAH Blokeeri diagnostika kolmkümmend Alumiiniumploki vooder (1 silindri jaoks) 195 Malmploki vooder (1 silindri jaoks) 65 Kuivvoodri (silindri) lihvimine (1 tk.) 55 Varrukate märg lihvimine (1 tüki kohta) 75 Alumiiniumploki hülsi lihvimine (1 silindri kohta) 330 Malmploki lihvimine (1 silindri jaoks) 55 Silindriploki defektoskoopia 110 * Kiievis
Vladimir Kornitski Foto Vladislav Boyko
Toimetus tänab ühisettevõtte "V.M.S." abi saamiseks materjali ettevalmistamisel
Silindriploki hülss ja lihvimine – milleks see operatsioon mõeldud on?
Kõik rohkem või vähem kogenud autojuhid peaksid teadma, et selline esmapilgul tähtsusetu detail nagu silindripea (silindripea) on üsna omapärane osa sõiduki mootorist, mille osad ja süsteemid on omavahel tihedalt seotud. Loomulikult on sellise interaktsiooni korral süsteemi ühe osa rike sageli teise tõsisema defekti tagajärg. Näiteks kui tuvastatakse peatihendi rike (lekib õli), on lisaks selle otsesele asendamisele soovitatav leida ka põhjus, mis selle probleemi ilmnemiseni viis. Ja seda saab peita isegi väikestes asjades: näiteks mootori kerge ülekuumenemine aitas kaasa silindripea deformatsioonile, mille tagajärjel põles tihend läbi.
Teisisõnu, võimaliku põhjuse ja selle tagajärje vahelise seose täpseks kindlakstegemiseks tasub läbi viia plokipea seisundi täielik diagnoos. On täiesti võimalik, et avastatakse silindriploki ja silindripea tasapinna sidumise rikkumine ja siis ei saa ilma lihvimiseta (freesimiseta) hakkama. Selle protsessi kohta saate üksikasjalikumat teavet, lugedes seda artiklit lõpuni.
1. Mis on "silindri vooderdis"? Detaili iseloomustus
Silindri vooder on selle ploki lahutamatu osa, mis on esitatud metallist sisetüki kujul. Osa sai oma nime funktsionaalse otstarbe järgi, kuna saksa keeles tähendab "hylza" "kest" ja selle sees oleva kolvi paigutuse tõttu on see selline. Pange tähele, et mootori töömaht arvutatakse täpselt silindri vooderdise mahu väärtuse põhjal.
Kuna tegemist on tavalise mehaanilise komponendiga, pole see loomulikult erand ja nagu iga teinegi osa, võib see puruneda ja kuluda. Sellistel juhtudel on vaja remondi sekkumist, mis on üsna keeruline tegevus, mille edu sõltub teatud teadmistest ja oskustest.
Varrukate remonti alustatakse plaanipäraselt (tootja poolt tehnilises dokumentatsioonis ette nähtud) või ennetähtaegselt, kui tekkis rike tugevast kulumisest.
Remonditähtaja korrektseks määramiseks on vajalik teave sõiduki margi, mudeli ja selle standardläbisõidu kohta.
Praeguseks on varrukad kahte tüüpi:
• Niinimetatud "märjad" varrukad – kõige lihtsam parandada. Nende eripära seisneb asukohas: välimine osa on pidevalt kontaktis jahutusvedelikuga ning et see ei lekiks, paigaldatakse spetsiaalsed tihendid (tihendid), mis takistavad ka põlemisgaaside ja mootori antifriisi segunemist.
• "Dry" , vastupidi, on paigaldatud silindriplokki ja on ühtne struktuur, mis muudab remondiprotsessi veidi keerulisemaks (peate osa mootorist lahti kerima).
Nagu ka tootmises, on ka silindrihülsside remondil oma spetsiifiliste nõuete loetelu. Nende hulka kuuluvad: materjali vastupidavus korrosioonile; vajadus kasutada suurenenud kulumiskindlusega metalli; tugevuse tagamine, võttes arvesse kõrgete temperatuuride ja rõhkude mõju.
Remonditööde käigus tasub meeles pidada vajadust luua voodri ja silindriploki ristmikul kõrge töökindlus. Põhimõtteliselt saavad hoolduskeskuse spetsialistid nende osade remondinõuetest aru, kuid selle protsessi kohta lisateave ei kahjusta ka auto omanikku.
Enamasti ostavad autojuhid raha säästmiseks vajaliku remondikomplekti ise ja sel juhul on oluline osata teha õige valik. Varuosade valimisel pöörake tähelepanu nende kujule: koonuse ja ellipsi mõõtmed ei tohiks palju erineda (maksimaalselt 0,02 mm) ja seina paksuse erinevus ei tohiks ületada 0,01 mm.
Pinna täpsusklass peaks jääma vahemikku 8-10.
Plokihülsi ostes saate vaadata tootja kataloogi (saadaval enamikes autoesindustes), kus on kirjeldatud kõik vajalikud andmed valitud detaili parameetrite kohta.
2. Silindri vooderdiste remondi omadused
Tavaliselt aitab mootori rikkega toime tulla varrukameetod, mille jaoks on tootjad varustanud spetsiaalsed vahetatavad puksid (hülsid). Loomulikult lähevad kõik remonditööd, olgu selleks silindripea, silindriploki või silindrihülsside remont, autoomanikule palju odavamalt maksma kui uue jõuallika ostmine.
Mõned eksperdid väidavad, et ainult ühte või kahte varrukat on võimatu vahetada, kuid kõik sellised osad on vaja korraga välja vahetada. Teised, vastupidi, kinnitavad, et selline tingimus pole vajalik, ja soovitavad muuta ainult neid, mis diagnostikatulemuste kohaselt olid kahjustatud. Igal juhul saate teeninduskeskusega ühendust võttes spetsiaalse nihiku abil teada varrukate seinapaksuse, misjärel saate kulumisastme põhjal otsustada väljavahetamise vajaduse üle.
Edasine vahetusprotsess sõltub täielikult paigaldatud varrukate tüübist – sellest, kas need on "märjad" või "kuivad". Esimesed on remondimeetmete suhtes vähem nõudlikud ja selleks pole üldse vaja sobivat tööriistakomplekti (piisab õigesti kasvavatest kätest).
Teist võimalust saab reeglina paigaldada kahel viisil: külm- või kuumtöötlus, mis nõuavad spetsiaalset varustust.
Silindri vooderdiste parandamise tehnoloogia sõltub materjalist, millest need on valmistatud, ning on malmist ja alumiiniumist osade puhul erinev.
3. "varruka" protsessi läbiviimise tehnoloogia
Silindrite remont vooderdise meetodil sobib meie ajal peaaegu igale mootorile ja olenevalt detaili materjalist erineb ainult remonditööde teostamise meetod.
Näiteks malmplokkide varrukas kasutatakse legeeritud malmist ja alumiiniumist plokkide jaoks kasutatakse selle materjali sulamist sisestusi koos erinevate spetsiaalsete lisanditega.
Algstaadiumis on silindrid igav. See on väga vastutustundlik ja üsna keeruline protsess, mis nõuab kõigi avade suuruste ja pesa geomeetria täiuslikku järgimist. Kui näiteks ellips osutub liiga suureks, kannab see selle pesasse, mis omakorda mõjutab kolvi tööd tervikuna. Igal juhul, ebakorrapärase kujuga ellipsiga, ei saa silinder pikka aega töötada. Pärast puurimist teostatakse silindrite remondimõõdu ja pinna täpsuse järgimiseks lihvimine (abrasiivtöötlus) ning viimasena uute vooderdiste abil hülsid.
Kui "märgade" vooderdiste konstruktsiooniomaduste tõttu on vooderdamisprotsess enam-vähem selge (saate vana osa käsitsi välja tõmmata ja selle asemele uue paigaldada), siis on "kuivade" silindri vooderdiste asendamine. pole nii lihtne ja viige protseduur läbi "kodutingimustes", siis tõenäoliselt ei õnnestu. Siin kasutavad spetsialistid kõige sagedamini kuuma varruka meetodit, mida kasutatakse, võttes arvesse hülsi ja ploki temperatuuride erinevust. Selleks kuumutatakse gaasipõleti abil silindriplokk temperatuurini 120-1500, misjärel asetatakse ettevalmistatud kuumaks pessa vedelas lämmastikus eeljahutatud hülss. Enne paigaldamist töödeldakse seda spetsiaalse seguga, mis paigaldamise ajal takistab märja kondensaadi tekkimist. Loomulikult tänu materjalide kõrgeima kvaliteediga vastastikusele külgetõmbejõule,
Lisaks malmist ja alumiiniumist osadele võib mõnikord leida silindreid, mis koosnevad nikliga kaetud galnikaali sulamist. Selline materjal ei ole igav, seetõttu toimub alumiiniumhülsi sisestamisel pressimine. See toimub mitmel etapil: plokk kuumutatakse; hülss on sukeldatud lämmastiku sisse; hermeetik pihustatakse pessa; varrukas asetatakse õigesse kohta ja surutakse sisse.
Silindrivooder on kõige levinum mootori kapitaalremondi tüüp, nii et auto omanik ei sega selle protsessi põhipunkte tundma. Lisaks tasub vastutustundlikult läheneda autoteeninduse ja remonditöödega otseselt seotud spetsialistide valikule.
4. Kui on vaja silindripea lihvimist
Silindripea lihvimine on üsna tavaline protsess. Seda tehakse sageli pärast iga pea eemaldamist masina mootorist. Nad teevad seda selleks, et kõrvaldada kõik silindripea ebatasasused, mille tulemusena peaks see paremini ploki külge sobima.
Kui seda ei tehta, jättes detaili deformeerunud olekusse, siis võib suure tõenäosusega väita, et see ei suuda ploki seinte külge tihedalt kinni jääda, mis tähendab, et kuumad gaasid pääsevad vabalt välja. tihendi alla, mille tulemusena viimane põleb kiiresti läbi.
Kõige sagedamini põhjustab pea moonutusi kas mootori tõsine ülekuumenemine või ebaõige pingutamine. Selle nähtuse lubatud norm, mille juures te ei saa poleerimisega kiirustada, on 0,05 mm (see väärtus on vastuvõetav isegi uute minimaalse vahekaugusega jõuallikate puhul).
Üks lihvimisvajaduse märke on silindripea all asuv põlenud tihend. Selle elemendi rike on märgatav järgmiste indikaatorite abil: mootor keeb, mullid sisenevad radiaatorisse ja tihendi tõsise läbipõlemise korral võib antifriis siseneda mootoriplokki ja selle tulemusena suureneb õli maht, määrdunud halli värvi omandamine.
Lisaks on lihvimine vajalik järgmistel juhtudel:
Geomeetria katki. Silindripea lokaalse ülekuumenemise korral, mis mootori töötamise ajal üsna sageli ei avaldu (kuna pea on ploki külge hästi kinnitatud), tekib peas siiski pinge, mis eemaldamisel põhjustab deformatsiooni. See on tingitud konstruktsiooni tugevuse rikkumisest ja silindripea tasapinna muutuste ilmnemisest.
Peale keevitamist.
Silindripea pragude kõrvaldamisel kasutatakse keevitamist, mis soojendab lokaalselt silindripead, mis toob kaasa selle kuju muutumise. Ja veel, keevitamise kasutamise tulemusena tekivad detaili pinnale keevisõmblused, mis on lihvimisega kergesti eemaldatavad.
Mootori häälestamise käigus.
Sel juhul lastakse silindripea alla, saagides lihvmasinal paar millimeetrit maha.
5. Plokipea ettevalmistamine lihvimiseks
Enne otsese lihvimise alustamist on silindripea defektne, see tähendab, et mõõdetakse deformeerunud ala suurust. Need andmed on vajalikud protsessi sügavuse määramiseks. Mõõtetööd tehakse tavapärase kõverjoonelise joonlaua abil, mis tuleb kanda detaili pinnale viies erinevas tasapinnas: piki, keskelt, mööda kinnitusavasid, risti ja diagonaalselt.
Kui saadud tulemused on üle lubatud normi (0,05 mm), tuleb pea lihvida.
Mõnikord juhtub, et silindripeast on eelnevate toimingute käigus juba piisav kogus metalli eemaldatud ja see ületab oluliselt näilise deformatsiooni.
Sellises olukorras ei pea te midagi leiutama ja lihtsalt pead ära viskama, eriti kui arvestada asjaolu, et tänapäeval pole õige varuosa hankimine üldse probleem.
Pea tasapinna kontrollimist saab teha iseseisvalt ja kodus. Nendel eesmärkidel vajate sondide komplekti ja metallist joonlauda.
Viimane kantakse diagonaalselt alumisele tasapinnale ja seejärel valitakse sond, mis langeb joonlaua ja pea tasapinna vahele.
Muidugi on see meetod täpsetest väärtustest mõnevõrra kaugel, kuid annab üldise ettekujutuse olemasolevast deformatsioonist.
Lihvimisreeglites on kirjas, et seda tuleks kasutada ainult siis, kui olete veendunud, et silindripea korpusel pole pragusid. Nende olemasolu saate kontrollida spetsiaalse värvainega.
Tehnoloogia on lihtne nagu uks: pea puhtale pinnale kantakse värv, siis viie minuti pärast pestakse see maha ja … kui on pragusid, on need kohe näha.
Edasised toimingud nõuavad silindripea sisemiste õõnsuste tiheduse kontrollimist, kasutades spetsiaalset seadet, mis "panevad" praod mullidena välja ja suurendab survet seadme vannis. Kõik tuvastatud ebakõlad nõuavad õigeaegset kõrvaldamist, sest alles pärast seda saate silindripea lihvima hakata.
6. Silindripea lihvimisprotsess
Pärast plokipea eemaldamist tekib ennekõike palju küsimusi selle ühtluse, kestuse ja lihvimisprotsessi või tulemuse kontrollimise omaduste kohta. Loomulikult on parem usaldada kogu töö professionaalidele, kuid kui te ei karda detaili rikkuda, võite proovida lihvimist ise teha, ilma erivarustuseta. Vajaliku tööriistana vajate lõikeketast või lihvkivi. Sõltumata silindripea olekust ei tohiks kõigi toimingute tegemiseks kuluda palju aega.
Tihendi vahetamine kõrvaldab probleemi ajutiselt, kuid peate mõistma, et sellisest "remondist" ei piisa pikka aega, kuna olemasolevate ebakorrapärasuste ja mootori stabiilse töö korral ei pea te ootama. Lisaks läbivad pragusid gaasid, mis lühikese aja jooksul põhjustavad taas tihendi läbipõlemist.
Nagu näete, on probleemi parim lahendus siiski remonditööde tegemine, nimelt silindripea lihvimine. Töö käigus ei ole üleliigne ventiilide pühkimine ja nende tihendite vahetamine ning soovitatav on seda teha kohe, et lihvimistöö lõpus ära põlenud ventiili pühkida.
See protseduur aitab suurendada sõiduki mootori võimsust.
Noh, jääb üle vaid silindripea kvaliteetselt lihvida, kuni kõik olemasolevad ebakorrapärasused on kõrvaldatud (vuugitud). Märge! Juhtige ketast kindlasti kogu detaili pikkuses, ärge proovige hõõruda ainult ühes kohas. Proovige kõik eendid ühtlaselt puhastada, nii et tulemuseks on võrdselt tasane pind.
Muide, lõikeketast kasutades peaks robot käima kiiremini kui lihvkivi kasutades.
Mis puudutab lihvimise paksust, siis siin tuleks vaadata oma sõidukiga kaasas olnud tehnilist dokumentatsiooni. Seal peab tootja märkima tasapinna maksimaalse lubatud lihvimissügavuse, mis tagab mootori stabiilse töö. Ärge unustage neid arve hääldada spetsialistile, kes hakkab tegelema silindripea freesimisega. See on vajalik uue tihendi sobiva paksuse valimiseks ja vajadusel ventiili pikkuse lühendamiseks.
Ärge katsetage mootoriga! Kui tootja poolt teatatud maksimaalne lihvimisvaru ületatakse, tuleb silindripead vahetada.
Reeglina ei võta kogu lihvimisprotseduur palju aega ning pärast ploki pea töödeldud ja tiheduse kontrollimist saate selle ohutult oma algsesse kohta paigaldada.



