
Silindripea ja silindriploki kokkupressimine: 3 peamist sammu ja näpunäiteid töö ise tegemiseks
Paljud autojuhid on kohanud auto mootori remondi kontseptsiooni. Kuid mitte kõik ei mõista, mis see protsess on. Mitte iga autoomanik ei saa oma autot parandada, sest paljud lihtsalt ei tea, mis tehnoloogiaga auto mootorit parandada. See artikkel räägib teile toiteploki taastamise peamistest protsessidest.
Mootori remondi üldmõisted
Bensiinimootorite remont on üsna keeruline protsess kulunud komponentide ja jõuallika osade taastamiseks algsesse või selle lähedusse. See protsess hõlmab paljusid toiminguid ja sõltub mootori tüübist ja klassist.
Sõiduki töötamise ajal ei pööra paljud autojuhid tähelepanu hooldusele, mis mängib nii jõuallika kui ka selle ressursi seisundis väga olulist rolli.
Seejärel võib juhtuda, et bensiinimootorit ei ole võimalik parandada. Seetõttu ei mõjuta jõuallika taastamist mitte ainult füüsiline kulumine, vaid ka selle eest hoolitsemine.
Millistel juhtudel jõuallika remonti tehakse
Mõelge, millistel juhtudel on vaja mootorit remontida:
- Osade kulumine üle 80% ressursist.
- Jõuallika põhikomponentide mehaaniliste kahjustuste ilmnemine.
- Ebaõige seadistuse või hoolduse tõttu tekkinud rike.
- Muud põhjused, mis võivad põhjustada talitlushäireid.

Kuidas klassifitseerida bensiinimootorite remonti:
- Voo remont. See on kulunud osade remont, mille ressurss on töö ajal väiksem kui põhitoiteallikal.
- Mootorite tehniline remont. See viiakse läbi kulunud elementide kavandatud asendamise käigus tehtavate hooldustööde käigus.
- Automootorite plaaniväline remont. Tegemist on toiteploki ootamatu rikkega, mis on põhjustatud ebakvaliteetsest hooldusest, varuosadest või muudest põhjustest, mis viisid mootori taastamiseni.
- Plaanilised remonditööd. Seda nimetatakse ka kapitaalremondiks. Tavaliselt tehakse seda vastavalt auto läbisõidule, kui jõuallika ressurss on ammendatud.
Kust alustada
Paljud autojuhid mõtlevad, kust alustada bensiinimootorite remonti? Vastus on üsna lihtne – tuleb määrata märgid: kas on üldse vaja koostu remontida või on probleem milleski muus? Selleks peate läbi viima mitmeid diagnostilisi protseduure. Need on jagatud kahte tüüpi: elektroonilised ja mehaanilised.
Elektrooniline diagnostika võib näidata, kas autoremont on elektroonika osas vajalik ja kas üldse on probleeme. Selleks kontrollitakse mootori elektroonilist juhtseadet, samuti kõigi andurite ja ühenduste seisukorda. Kui probleeme ei tuvastata, ei tohiks te kaugemale minna, sest võite luua probleemi, mis tuleb lahendada.

Mehaaniline diagnostika nõuab palju aega, vaeva ja teadmisi. Selle toimingu läbiviimiseks on Internetis juhised, kuid selles artiklis püüame kõike üksikasjalikumalt ja selgemalt selgitada. Kui diagnostikatoimingute käigus leiti probleeme, tuleb bensiinimootorid lahti võtta ja parandada.
Muide, selleks on mootori remondijuhend, mille tootja toodab nii paberkandjal kui ka elektroonilisel kujul. Niisiis, mõelgem üksikasjalikumalt masina või õigemini selle jõuallika parandamise protsessi.
Demonteerimine ja lahtivõtmine
Esimene protsess on jõuallika demonteerimine autost ja selle lahtivõtmine. Igal juhul eemaldatakse mootorid erineval viisil. Seda mõjutavad järgmised näitajad: ajam, mootori asukoht, silindrite arv, kere konstruktsiooni omadused, käigukasti tüüp ja teised.
Näiteks Žigulilt või kodumaal toodetud veokilt on jõuallikat palju lihtsam lahti võtta kui teistelt sõiduautodelt. Neil on vähem elektroonikaseadmeid, nii et demonteerimine on üsna lihtne ja lihtne.
Näiteks diiselmootorid YaMZ-236 ja YaMZ-238 lammutatakse autost 10–12 tunniga ja nende välismaised kolleegid enam kui 36 tunniga. Sama olukord on ka demonteerimisprotsessiga, mis võib Žigulilt aega võtta alates 3 tunnist ja välismaistel autodel 10 tundi.
Demonteerimisprotsessi tuleks hoolikalt käsitleda, kuna just sel hetkel tehakse esimesed diagnostilised toimingud. Autojuht, kui ta parandab mootorit oma kätega, peab visuaalselt kontrollima jõuallika ja selle komponentide kahjustuste, pragude ja muude defektide olemasolu.

Veaotsingu elemendid
Järgmine samm on tõrkeotsing, mis selgitab välja rikke märgid ja näitab ka, millises seisukorras mehaanika on. Mis see protseduur on:
- Väntvõlli suuruse, kõvaduse, läbipainde ja tsentreerimise mõõtmine.
- Tasapinna ja silindriploki kere seisukorra diagnoosimine.
- Kolvirühma seisukord.
- Kulunud elemendid ja silindripea korpus.
- Muud näitajad.
- Mootori remondi teostatavus.
Pesemine
Mootor, mille remont on vältimatu, vajab ploki ja selle komponentide pesemist. See protsess viiakse läbi kuuma petrooleumi või spetsiaalsete vahenditega surve all. See võimaldab pesta kõik töö käigus kogunenud metallilaastud, mustus ja muud mittevajalikud elemendid.

Varuosad
Kui diagnostika tehtud ja kõik väljavahetamist vajavad osad välja selgitatud, tasub tellida vajalikud varuosad, sest enne mootorile paigaldamist on vajalik ettevalmistus. Sageli vahetatakse bensiinimootorite parandamisel järgmisi varuosi:
- Pea- ja ühendusvarda laagrid.
- Kolvirühm.
- Ühendusvarda sõrmed.
- Ühendusvarda puksid.
- Õlifilter ja pump.
- Pump või selle remondikomplekt.
- Sisse- ja väljalaskeventiilid.
- Õli kaabitsa rõngad.
- Tihendite komplekt.
- Klapijuhikud ja klapipesad.
- Muud üksikasjad.
Plokkide ja väntvõlli lihvimine
Remondi- ja taastamistööde järgmine etapp on väntvõlli, samuti ploki ja pea tasapindade lihvimine. Pinnalihvimis- ja freespinkide abil tuuakse HBU ja ploki tasapind peegelpinda. Reeglina saab seda eemaldada: 0,05 mm, 0,1 mm, 0,25 mm, 0,5 mm, 1 mm või rohkem toote paksusest.
Väntvõlli lihvimise osas on selle seadme remonditüüpe:
Remondi tüüp Paksus, mm Tõhusus võrreldes uuega Remont nr 1 0,25 80-90% Remont nr 2 0,50 70-75% Remont nr 3 0,75 65-70% Remont nr 4 1.00 50-55% Remont nr 5 1.25 40-45% Remont nr 6 1.50 vähem kui 30% Remont nr 7 2.00 Pole kasutatud alates 1995. aastast
Plokipea remont
Plokipea remont on mootori kapitaalremondi käigus üks lihtsamaid toiminguid. Soovitatav on see muidugi läbi viia autoteeninduses, kuid paljud autojuhid parandavad pärast Žiguli remonditoiminguid välismaiste autode silindripea iseseisvalt. Niisiis, mis sisaldub silindripea kapitaalremondi protsessis:
- Nukkvõlli (või mitme, kui autol on 2 või rohkem) vahetus.
- Klappide vahetus, nii väljalaske kui ka sisselaske.
- Juhtpukside vahetus.
- Istmete ja klapisääretihendite vahetus.
- Argoonkeevitus pragude või lekete korral.
- Muud tööd, mis on seotud üht või teist tüüpi silindripea remondiga.

Abitööd
Abitööd peaksid hõlmama siduri kokkupressimist ja tsentreerimist. Esimene on protsess, mille käigus määratakse pea ja silindriploki tihedus. Petrooleumi abil täidetakse mootori sisemus, olles eelnevalt kõik augud sulgenud. Kui lekkeid ei leita, on mootor täielikult suletud, pragude korral tuleb need keevitada.
Teine protsess hõlmab tsentrifugaalsiduri jõu seadistamist väntvõlli suhtes. Reeglina toimub see spetsiaalsel stendil, mis pole kõigis autoteenindustes saadaval. Sidur kinnitatakse väntvõlli külge ja teostatakse nende liigeste tasakaalustamine. See aitab vähendada kulumist ja hõõrdumist.
Sõlmede kokkupanek
Koostu kokkupanek toimub aluse abil, mis võimaldab mootorit 360 kraadi pöörata. Niisiis, kaaluge toimingute järjestust:
- Vooderdiste paigaldamine ja väntvõlli "ladumine".
- Ühendusvarraste ja kolvirühma paigaldamine.
- Ikete paigaldamine õigesse asendisse, samuti nende lõplik pingutamine.
- Mootorit katvate tihendite ja katete paigaldamine.
- Õlipumba ja pumba paigaldus.
- Väntvõlli rihmaratta paigaldamine.
- Silindripea(de) paigaldamine.
- Kaubaaluste paigaldus.
- Väikeste sõlmede kokkupanek.
- Kütuseseadmete paigaldamine.
- Muud montaažitööd

See protsess on üsna töömahukas ja raske, seetõttu on soovitatav see usaldada professionaalidele.
Sissesõit ja testimine
Mootori kapitaalremondi viimane etapp on selle sissetöötamine ja testimine. Parim viis mootori sissemurdmiseks on kombineeritud, millest ühes artiklis kirjutasime. Toiteploki tõhusaimaks tööks on vaja seda nii soojalt kui ka külmalt sisse lülitada.
Paljudes välisriikides on lisaks sissesõidustendile ka katsestend, mis suure hulga andurite ja näidikute abil testib mootorit ning määrab pärast remondi- ja taastamistöid ressurssi. Kahjuks selliseid stende SRÜ-s ei ole, kuna arvatakse, et nende kasutamine ei ole majanduslikult otstarbekas.
Järeldus
Kaasaegse mootori kapitaalremonti oma kätega läbi viia on peaaegu võimatu ilma spetsiaalsete kallite stendideta.
Saate teha ainult remonditöid, näiteks andureid vahetada, ja siis mitte kõigil sõidukitel.
Kuid jõuallika käsitsi remondi tegemine – VAZ või GAZ on üsna realistlik, mida tänapäevani teevad autojuhid, kellel on selliseid sõidukeid.
Pressitav silindripea: pressimistehnoloogia ja -protsess
Pragude tekkimine jõuallika osade pindadele mootoriruumis on tavaline nähtus ja nõuab erilist tähelepanu.
Suured termilised ja füüsilised koormused põlemiskambriga külgnevatel aladel, sealhulgas põhjustavad silindripea (silindripea) kahjustusi. Ja kui puuduste tuvastamiseks ja kõrvaldamiseks õigeaegselt meetmeid ei võeta, on oht tõsisemate tagajärgede tekkeks.
Seetõttu, nagu küttesüsteemides, on põhiliseks diagnostiliseks toiminguks sel juhul silindripea rõhu testimine, mis võimaldab teil kontrollida osa lekkeid.
Millistel juhtudel operatsiooni tehakse?
Pressimine on vajalik mitte ainult siis, kui tuvastatakse seadme rikke märke. Põhjaliku diagnostika osana kasutatakse seda tehnoloogiat pärast remonditöid, mootori konstruktsiooni üksikute elementide ja kulumaterjalide väljavahetamist, uuesti paigaldamist jne. Mis puutub spetsiifilistesse sümptomitesse, siis silindripea rõhu testimine tuleks läbi viia järgmistes olukordades:
- Seadme sisemiste kanalite töös on rikkumisi.
- Täheldatakse jõuallika ebatüüpilist ülekuumenemist.
- Kui silindritega sektsiooni osas on kuulda tugevaid koputusi ja vibratsiooni.
Õigeaegne survetestimine võimaldab parandada defekti olemasolu ja võtta muid meetmeid konstruktsiooni taastamiseks. Kõige sagedamini tekivad tõsised kahjustused tiheduse rikkumisega pärast keevitamist, kui õmblused pole piisavalt töödeldud ja aja jooksul ilmuvad lekkekanalid.

Üldine pressimistehnoloogia
Protsessi tehnilise korralduse lähenemisviisid võivad olenevalt sündmuse tingimustest ja sobivate seadmete olemasolust erineda. Survetestiga diagnostika põhimõte on aga ühine kõikidele meetoditele. Selle olemus on luua silindrisse täielikult suletud vaakum ja sukeldada see töötavasse vedelasse keskkonda.
Suureneva rõhu tingimustes võimaldab silindripea rõhu testimine tuvastada läbivate aukude, pragude ja muude defektide olemasolu. Pealegi ei vaja rikete tuvastamise tehnoloogia spetsiaalseid seadmeid ega mõõtevahendeid. Viimase veaotsingu saab teha visuaalselt. Kuid muidu pole protsessi korraldamine täielik ilma erivarustuseta.
Rakendatud varustus

Varem kasutati selliste ülesannete jaoks eraldi funktsionaalseid komponente, mis võimaldasid korraldada mahuti keelekümbluse ja täiendavate protsesside juhtimiseks. Tänapäeval pakuvad autoseadmete tootjad silindripea rõhu testimiseks spetsiaalseid stende, mille põhikomplekt sisaldab vajalike tööriistade täielikku nimekirja. Tüüpilise komplekti moodustavad järgmised üksused ja seadmed:
- kütteelemendid.
- Tõstemehhanism juhikutega raamidel.
- Pöördlaud koos juhtimisega.
- Kaanega konteiner.
- Andurid rõhu, temperatuuri ja käivitamise jälgimiseks.
- Elektrikapp.
- Kontrollpaneel.
Samuti tasub esile tõsta stendikonstruktsiooni valmistamisel kasutatud materjalide iseärasusi.
Lisaks roostevabast terasest alusele kasutatakse ülitugevat pleksiklaasi, vaakumkummi ja komposiitelemente, tänu millele realiseerub mitte ainult tõhus, vaid ka ohutu silindripea pressimine.
Professionaalsed seadmed on mõeldud paljude tundide töötsüklite jaoks ja teenindusobjektiks võivad olla mitte ainult peaga silindrid, vaid ka terved plokid.
Ploki ettevalmistamine operatsiooniks
Esmalt tuleks teostada detaili visuaalne kontroll, mis võimaldab tuvastada kahtlased kohad ja võimalik, et ka tõsisemad konstruktsiooni rikkumised juba enne pressimist. Elemendi mõõtmete parameetrid on soovitatav üksikasjalikult fikseerida joonlauaga, võrreldes saadud andmeid täiendavalt passi väärtustega.
Hälvete korral võib olla vajalik elementaarne töötlemine. Näiteks survetestimine ja silindripea lihvimine on sageli ühendatud üheks tehnoloogiliseks protsessiks. Pinnatöötlus abrasiividega kuulutab lekketesti, kuna füüsiline mõju võib paljastada uusi kahjustusi.
Lihvimisoperatsioon on ette nähtud aukude tuvastamise ennetamiseks, mis pärast survetestimist kõrvaldatakse punktkeevitusega.

Pressimise töövoog
Stendi maht täidetakse veega, misjärel aktiveerub kütteelementide töö. Optimaalse temperatuurirežiimi, umbes 90 ° C, saavutamiseks kulub keskmiselt 2-3 tundi, sõltuvalt seadmete omadustest ja paagi mahust.
Diagnoositud silinder suletakse vaakumkestaga, kinnitatakse kinnitusvahenditega ja kinnitatakse aluse platvormile. Tasub rõhutada, et kõik avad ja väljalaskesõlmed on algselt varustatud pistikutega, mis võimaldab luua usaldusväärse vaakumi.
Lisaks ühendatakse silindripea pressimismasin toote õõnsustega liitmiku abil. Selle kanali kaudu rakendatakse suruõhu rõhku 4-6 baari. Viimases etapis tuleb konstruktsioon kuuma vette kasta ja seejärel jälgida õhumullide eraldumist.
Läbi pragude avanemise protsess (kui need on olemas) annab kindlasti tunda kuumuse mõjul ja metalli paisumise taustal.
Ise krimpsutamine vanni abil

Ülaltoodud meetodi rakendamine on ideaalsetes tööstustingimustes võimalik, kuid mitte iga eraettevõtja ei saa endale lubada osta sama alust ballooni vette kastmiseks. Alternatiivne võimalus protseduuri korraldamiseks, mis on kohandatud kodutingimustele, võib olla vanni, seadmete paigutamise plaadi ja toote väljalaskeavade sulgemise vahendite kasutamine. Ühte kanalisse sisestatakse surveliitmik ja seejärel tehakse sama silindripea survekatse. Oma kätega peate silindri kastma kuuma veevanni ja jätma selle sinna 30–40 minutiks. Surve intensiivsust saab reguleerida manomeetri abil. See on ühelt poolt ühendatud kompressoriga ja teiselt poolt liitmikuga. Surveparameetrite suurendamise ja suurendamisega on võimalik tõhusamalt uurida konstruktsiooni üksikuid sektsioone, sealhulgas tuvastada väikseid pragusid.
Ise krimpsutamine ilma vannita
See on lihtsaim viis, mis nõuab minimaalset investeeringut. See ei vaja täiendavate juhtimis- ja juhtimisseadmetega paaki. Piisab silindri välisest tihendamisest ja õõnsusse survestatud vee tarnimisest. Selle meetodi puuduseks on diagnostika madal täpsus, see tähendab, et väikesed praod võivad jääda märkamatuks.
Kuidas teha silindripea rõhu testimist ilma sama vanni ja erivarustuseta, kuid piisava efektiivsusega? Selleks võite täiteainena kasutada petrooleumi. Samuti on tihendatud väljalaskekanalid, mille järel silindri enda maht täidetakse tehnilise vedelikuga.
Tänu oma suurele läbitungimisvõimele imbub petrooleum kõige väiksematesse aukudesse, väljudes sealt.
Järeldus
Silindriploki konstruktsiooni korrapärane kontrollimine pragude suhtes võib põhjustada palju probleeme. Eriti kui tegemist on teeninduskeskuste teenustega, mis nõuavad ka jõuallika esialgse diagnostika kulusid. Muidugi on silindripea kodune survekatse selles osas atraktiivsem valik. Peaasi on korralikult korraldada tehnoloogiline protsess, mis võimaldab tuvastada nii suuri auke kui ka mikropragusid. Kuid isegi pärast tõrkeotsingut ei lõpe silindri hooldustööd. Vastupidi, kriitiline osa kahjustuste parandamisest keevitamise teel jääb alles.
Silindripeade pressimispingi projekteerimine
Kontakttelefon 8 921 0186589 (1000–0100 Moskva aja järgi), e -post : [email protected]

Kas leidsite sama töö odavamalt? Teeme allahindlust!
Konstruktiivse arendusena valime silindripeade (silindripeade) pressimisaluse konstruktsiooni.
Surve testimine – jahutussärgi tiheduse kontrollimine. See protseduur ei ole kasulik ainult siis, kui kahtlustatakse pragusid (nt klapipesade vahel või eelkambritest istmeteni).
Fakt on see, et silindripea korpuses olevad tehnoloogilised pistikud võivad aja jooksul oma tiheduse kaotada, mis on täis jahutusvedeliku lekkimist või selle sisenemist klapikaane all olevasse ruumi ja segunemist õliga.
Seetõttu on see protseduur mootori kapitaalremondil väga kasulik lihtsalt edasikindlustuse huvides, isegi kui enne remonti jahutusvedeliku leketega probleeme ei olnud.
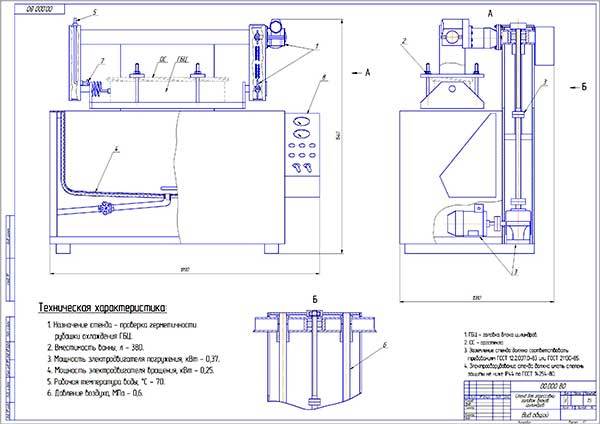
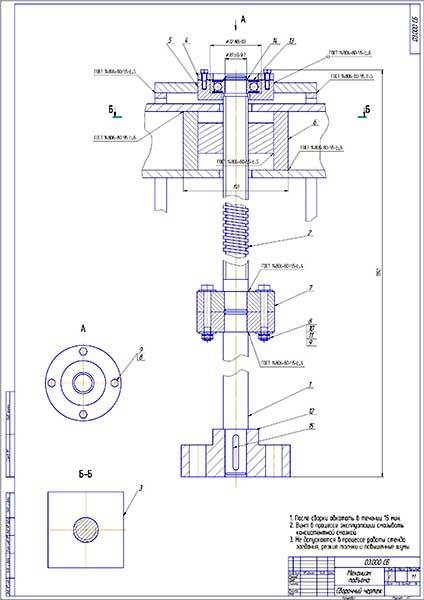
Stendi tööpõhimõte on järgmine: pea paigaldatakse alusele, seejärel paigaldatakse sellele küljekorgid, millest ühel on liitmik suruõhu etteandmiseks. Jahutussärgi augud suletakse kummitihenditega ja seejärel kaetakse paksu pleksiklaasiga (klaas on vajalik silindripea kõikide tasandite juhtimiseks).
Pärast detaili kinnitamist antakse suruõhk (õhurõhk 0,6 MPa, õhk antakse kompressoriruumist). Silindripea lastakse vanni ja hoitakse 15 … 20 minutit, kuni saavutatakse määratud temperatuur (700 C). Kahjustuse tsoon määratakse visuaalselt õhu väljalaskekohtade järgi. Testimise mugavuse huvides saab osa vanni sees pöörata 3600 võrra.
Silindripea rõhu testimise aluse üldvaate joonis
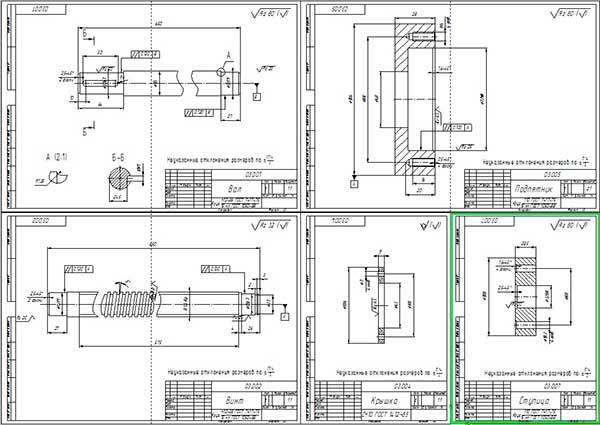
Tõstemehhanismi koostejoonis
Arengu üksikasjad
- 4.1 Disaini väljatöötamise valik ja ülesanne
- 4.2 Ehitise kirjeldus ja tööpõhimõte
- 4.3 Projekteerimise algandmed
- 4.4 Silindripea tõstemehhanismi arvutamine
- 4.4.1 Ajami üldise efektiivsuse määramine
- 4.4.2 Mootori valik
- 4.4.3 Propelleri kiirus
- 4.4.4 Tsüklilise võlli kiirused
- 4.4.5 Võllide pöördemomentide määramine
- 4.4.6 Käigukasti valik
- 4.4.7 Sidurite valik
- 4.4.8 Propelleri parameetrite arvutamine
- 4.4.9 Laagri valik
- 4.4.10 Laagrite eluea kontrollimine
Plokipea pressimine
Avaleht » Mitmesugused » Plokipea pressimine
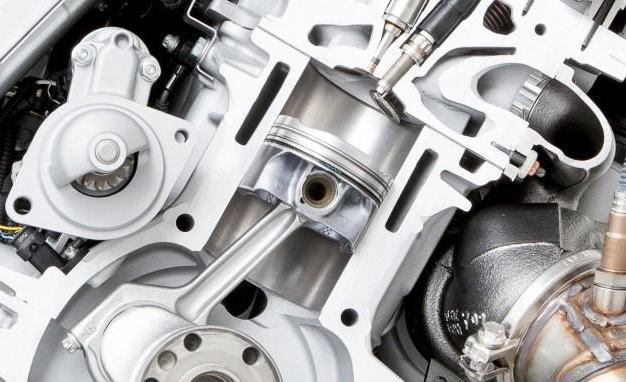
Mootor on auto kõige keerulisem osa. Sõiduki ohutus ja talitlushäirete puudumine sõltub selle tehnilisest seisukorrast.
Üks rikete diagnoosimise viise on silindripea (silindripea) ja BC (silindriplokk) survestamine. Seda tehakse mootori remondi ja mootori tööga seotud probleemide ilmnemisel.
Survetesti käigus saab tuvastada erinevaid defekte mootori jahutussüsteemis.

Diagnostika vajadus
Silindripea rike tekib madala kvaliteediga jahutusvedeliku või kütuse kasutamise tõttu. Soojus- ja mehaanilised koormused põhjustavad pragude teket.
Silindrite, kolvirõngaste, laagrite kulumine toob kaasa mootori efektiivse võimsuse vähenemise ja kütusekulu suurenemise. Kõigil neil juhtudel on vaja diagnoosida ja parandada.
Silindripea rõhu testimine on viis jahutussüsteemi tiheduse kontrollimiseks töötingimustes kõrgendatud temperatuuride ja rõhkude juures.

Survelanguse ilmingud on järgmised:
- jahutusvedeliku koguse vähendamine;
- jahutusvedeliku sattumine määrimissüsteemi;
- heitgaaside niiskuse suurenemine, auruväljund.
Üsna sageli ei avasta osade kontrollimisel defekte. Jahutus- ja määrimiskanalite tiheduse kontrollimiseks tehakse survetest.
Silindripea survetestimise maksumus sõltub kasutatavast seadmest ja vajalikust töömahust. Need kulud on aga palju väiksemad kui uue pea maksumus, mistõttu tuleb pidevalt jälgida mootori tehnilist seisukorda.

Pressimistehnoloogia
Silindriploki ja silindripea pressimine toimub eelistatavalt mehaanilises töökojas spetsiaalse varustuse abil. Seal tööde tegemisel kasutatakse spetsiaalseid stende, mis on varustatud survetestimiseks vajalike seadmetega. Nad sisaldavad:
- kütteelemendid;
- kaanega vann
- tõste- ja pööramismehhanism;
- temperatuuri- ja rõhuandurid;
- kontrollpaneel.
Professionaalsed alused on valmistatud roostevabast terasest. Need on mõeldud pikkadeks töötsükliteks ning võimaldavad täpselt ja ohutult pressida pead ja silindriplokke.
Lekked tuvastatakse mullidega, mis näitavad, kust õhk peast välja pääseb. Paigalduse mugavamaks otsimiseks on lubatud pead pöörata kuni 360 ° nurga all.
Töö protseduur:
- kõigepealt peate summutama jahutussüsteemi kanalite väljalaskeavad kummitihendite ja pleksiklaasist plaatidega;
- siis on vaja õhku varustada rõhu all 6 atmosfääri;
- pärast seda tuleks silindripea langetada kuuma veevanni ja hoida seal umbes 30 minutit.
Osa kuumutamisel praod laienevad ja tekivad õhumullid, mis rõhu all väljuvad. Diagnostika tulemuste põhjal tehakse otsus mootori remondi vajaduse kohta. Mõnikord saab silindripea või BC-prao eemaldada keevitamise teel. Seda peab tegema kvalifitseeritud isik.
Silindripea rõhu testimine kodus
Silindripea survetesti on võimalik läbi viia kodus. Selleks on vaja vanni ja seadmeid väljalaskeavade tihendamiseks. Vajalik on lõigata pleksiklaasist plaat ja augud naastude ja silindrite jaoks. Nende asukohta saate märgistada ladumisega.
Seejärel tuleb silindripea väljalaskeavad kummitihenditega sulgeda ja peale keerata plaat ja liitmik rõhu all oleva õhu etteandmiseks. Kui kõik augud on kindlalt suletud, võite alustada pea soojendamist vannis ja õhu juurdevoolu läbi liitmikuga varustatud pistiku.
Saate silindripead oma kätega ja ilma vannita kokku suruda, kuid selle meetodi täpsus on madal. Selleks tuleb suletud peasse õhu asemel juhtida surve all olevat kuuma vett. Vead määratakse lekke või vee ilmumise tõttu pinnale.
See on huvitav: 2018. aasta juhiloa saamise reeglid

Veel üks silindripea survestamise viis hõlmab vee asemel petrooleumi lisamist. Selleks peate pöörama pea tagurpidi, keerama küünlad sisse ja valama sinna petrooleumi. Petrooleumil on kõrge voolavus ja see võib tungida kõige väiksematesse pragudesse. Defektide olemasolu määravad triibud pinnal ja petrooleumi taseme langus kambris.
Mootori kapitaalremondi otsus
Kui tihend on katki, võib jahutusvedelik siseneda õlisse ja see ilmub jahutussüsteemi. See põhjustab mootori ülekuumenemist. Seetõttu suureneb osade kulumine, mis võib põhjustada mootori kinnikiilumist. Kui rõhukatse avastas pragude ja lekke olemasolu, on vaja mootorit remontida.
Auto ühe põhiosa taastamise peaksid läbi viima kvalifitseeritud käsitöölised, kasutades spetsiaalset varustust. Õigeaegne diagnostika ja remont hoiab ära ootamatud rikked ja pikendab seadme eluiga.
auto-gl.ru
Silindripea (silindripea) lihvimine ja pressimine
Vajutasin silindripead – mootorisüsteemi tervikliku diagnostika oluline komponent. Toimingu olemus on tööüksuse (silindriplokkide ja jahutusvedeliku tarnimise kanalite) tiheduse kontrollimine. Diagnostika viiakse läbi enne kapitaalremonti või iseloomulike probleemide ilmnemisel.
Silindripea rõhu testimise vajaduse märgid
Silindripea tõrgeteta pressimine toimub järgmiste sümptomite ilmnemisel:
- mootoriõli taseme tõstmine;
- õli voolavuse muutus (vedelik muutub õhemaks);
- õlis on märgatavad antifriisi jäljed;
- õlimõõtevarras on kaetud emulsiooni setetega;
- mootori pidev ülekuumenemine;
- temperatuurianduri vale töö;
- mootori vibratsioon, mis tõuseb ülesmäge ronides.
Loetletud kõrvalekalded normist tulenevad mootoriõli segunemisest jahutusvedelikuga, mis omakorda viitab süsteemi tiheduse rikkumisele.
Diagnostiline rõhutestimine on vajalik ka juhtudel, kui jahutussärgi voolikutes ja torudes rõhk tõuseb, heitgaasid koonduvad niiskusega küllastumise tõttu (märgiks on paksu valge suitsu tekkimine) ja mitu mulli on selgelt nähtavad. paisupaak.
Silindripea tiheduse rikkumise põhjused
Ploki tiheduse kaotamise peamised põhjused on järgmised:
- madala kvaliteediga ja sobimatu antifriisi kasutamine;
- mitteprofessionaalne remont (halb ploki loputamine või puhastamine enne kokkupanekut);
- sõiduki liigne kasutamine;
- tehnosüsteemi elementide kulumine;
- tootmisdefektid.
Kõige sagedamini leitakse pragusid ja mikroskoopilisi defekte, mis põhjustavad süsteemi tiheduse kadumist, silindripeeglitel, klapipesadel, ventiilide ja küünalde vahel, ploki ja silindripea kokkupuutetasandil.
Seadmed diagnostikaks
Peamised seadmed silindripea defektide tuvastamiseks on survetestimise stendid. Automatiseeritud seadmeid kasutatakse süsteemi sisemiste õõnsuste tuvastamiseks, mikropragude suuruse ja asukoha määramiseks. Visuaalse kontrolli käigus on äärmiselt raske tuvastada mehhanismi elementide terviklikkuse rikkumist, kuna defektid on peidetud tahma alla või on mikroskoopiliste mõõtmetega.
Kõigi stendide tööpõhimõte on sama – silindripea sisemuse survetestimine rõhu all etteantava õhuga. Nendel eesmärkidel suletakse plokipea kummitihendite või orgaanilise klaasiga, mille järel jahutusringi augud suletakse. Lisaks paigaldatakse ühele augule liitmik, mille kaudu pumbatakse suruõhku jaotatud (4-6 baari).
Spetsiaalses anumas (vannis) kuumutatakse vesi temperatuurini 60 kraadi, kuhu asetatakse silindripea. Kõrge temperatuuri mõjul laienevad metalli struktuurikomponendid, mille tagajärjel ilmnevad mikroskoopilised defektid (praod).
Diagnostikaaparaadi platvorm, kus testid toimuvad, on võimeline pöörlema 360 kraadi, mis võimaldab teil kiiresti ja täpselt tuvastada defektide asukoha.
Pressimisseadmete klassifikatsioon
Pressimisseadmed on erinevad:
- konteineri suurus;
- koguvõimsus;
- pöörlemissagedus;
- tootlikkus;
- mõõtmed ja kaal.
Kaasaegsetel stendidel on võimalik diagnoosida sõidu- ja veoautode, mootorrataste, eriseadmete silindripead.
Silindripea lihvimine
Silindripea lihvimine on tööoperatsioon, mida tehakse pärast iga mootori lahtivõtmist.
Ainult metalli (malmi või alumiiniumi) lihvimine tagab detaili pinnalt kõikide mikroskoopiliste ebatasasuste kõrvaldamise, punnide ja läbipainete korrigeerimise.
Kui tehnoloogiliselt täpset lihvimist ei teostata, ei saa sõlme tihedust taastada – kuumad gaasid tungivad läbi tihendi, mis viib selle kiire läbipõlemiseni.
Lihvimine toimub pärast mõõtmist (kasutades mustreid ja sonde), kui geomeetria rikkumine on suurem kui 0,05 mm. Mõõtetööd on aluseks lihvimisseadme löögi iseloomu ja ulatuse määramisel. Pärast keevitamist tehakse operatsioon, et kõrvaldada sälgud, kriimustused, metalli sissevoolud.
Lihvimislaual tehakse ülitäpseid töid, töötlemine toimub freeside abil. Liigne metall lõigatakse etteantud sügavusele, mille järel tehakse kontrollmõõtmised. Praktika näitab, et kui pea on juba kaks korda lihvitud, on soovitatav osta mehhanismi uus element (tõenäoliselt on metallikiht eemaldatud koguses, mis ületab lubatud väärtusi).
Silindripea pressimine ja lihvimine
Meie ettevõte teostab Tulas diagnostilist survetesti ja silindripeade lihvimist kõikide klasside ja kategooriate sõidukite remondi käigus. Meie teenuste kasutamise eelised on järgmised:
- kaasaegsete seadmete olemasolu;
- oma alade olemasolu sõidukite remondiks ja testimiseks;
- meistrite kõrge kvalifikatsioon;
- suur praktiline kogemus;
- suhted usaldusväärsete originaalvaruosade ja -mehhanismide tarnijatega;
- paindlik hinnapoliitika.
Hindame kliente, kes on meie ettevõtet eelistanud ja teeme kõik, et valiku õigsust tõestada. Helistage, et täpsustada tellimuse üksikasjad, maksetingimused ja diagnostika läbimise aeg. Meil on hea meel tõestada oma professionaalsust ja vastutustunnet!
spectehrem.ru
Silindripeade pressimine
Iga juht peab jälgima mootori tööd. Ja iga mootori remondiga peab kaasnema jahutuskanalite lekkekatse, samuti silindripea määrimine. Silindripea survetesti läbiviimine võimaldab ennetada paljusid probleeme: kõrvaldada praod ja vältida kulukat plokipea vahetust.
Miks on oluline kontrollida silindripea tihedust?
Silindripea võib reeglina muutuda kasutuskõlbmatuks madala kvaliteediga jahutusvedeliku või kütuse kasutamise tõttu. Korrosioon võib põhjustada ka pea pragu. Sel juhul on silindripea remont vajalik. Veelgi enam, üks remonditööde etappidest peab tingimata olema silindripea survekatse. Spetsialistid, kes kontrollivad silindripead, pööravad esialgu tähelepanu gaasijaotusmehhanismi osade kulumisele. Kuid võimalik on ka peakorpuse kahjustamine. Lõppude lõpuks on märkimisväärsete termiliste ja mehaaniliste koormuste mõju täis pragude teket, mis võib seadme tööd negatiivselt mõjutada. Pragu, eriti kui arvestada, et selle suurus kasvab pidevalt, vähendab pea mehaanilist tugevust. Lisaks nõrgendab see peasse surutud osade, st eelkambrite, klapipesade, sobivust, samuti klapijuhikud.Mõra rikub nii jahutussüsteemide kanalite kui ka määrimise tihedust. Ja sellel on negatiivsed tagajärjed mootori normaalsele tööle. Tegelikult tuleks silindripea rõhu testimine läbi viia pärast iga mootori või pea remonti. Ja ka millal:
- mootori ülekuumenemine, mis oli silindripea remondi põhjuseks – ülekuumenemisel tekivad sageli praod,
- kasutatud pea ostmine,
- kõik sümptomid, mis näitavad, et silindripea sisemiste kanalite terviklikkus on katki,
- diiselmootorite parandamisel, eriti nende puhul, mille silindripea on valmistatud malmist,
- pärast keevitamist, eriti kergsulamist pea pragude parandamist.
Silindripea on vaja survestada spetsiaalsete seadmetega. Sellised paigaldised töötavad pea sisemiste õõnsuste suruõhuga survestamise põhimõttel. Esialgu on uuritav õõnsus summutatud, see tähendab, et pea paaritustasand suletakse kummitihendite ja paksude pleksiklaasplaatidega. Jahutusringi aukudele on paigaldatud ka pistikud, mis lähevad silindripea külgpindadele. Ja ühe pistiku kaudu suunatakse suruõhk ligikaudu 4-6 baarise rõhuga testitavasse õõnsusse. Seejärel kastetakse pea soojusisolatsiooniga veega täidetud vanni, mille temperatuuri hoitakse umbes 70°C juures. See võimaldab peal soojeneda töötemperatuurini. Kuumutamisel metall paisub, seetõttu avanevad kõik praod, mida toatemperatuuril ei olnud võimalik tuvastada. Praod tuvastatakse suruõhu mullide järgi, mis väljuvad peaõõnest. Pealegi võimaldab survetestimine määrata nii määrdeaine või jahutusringi tiheduse kui ka pragude olemuse – väikesed või läbivad. Mis puutub kuludesse, siis silindripea survetesti hind võib olla erinev – seda mõjutab töömaht ja kasutatav paigaldus. Kuid igal juhul ei ole silindripea rõhu testimine võrreldav uue plokipea ostmisega – viimane võib kulult võrduda kasutatud auto hinnaga.
- mv-auto.ru
- "Piter – AT" TIN 780703320484
- OGRNIP 313784720500453
MotorIntech – meie võimalused (silindripea töö)

Kas olete huvitatud mootori silindripea remondi soodsast hinnast? Kõige soodsama hinnaga on valmis pakkuma teile spetsiaalset keskust LLC MotorIntekh. Kõigi mootoriga tervikuna ja silindripea remondiga seotud tööde tegemisel võib usaldada vaid professionaale. Miks? Sel lihtsal põhjusel, et ilma asjakohaste kogemuste ja teadmisteta, ilma professionaalse tööriistata jääb mootor lõpuni "ravimata".
Silindripea õige töö on mootori kui terviku eduka töö põhikomponent. Kõige kvaliteetsem silindripea remont on võimalik ainult kõrgtehnoloogiliste seadmete ja kvalifitseeritud spetsialistide abil.
Silindripea remont sisaldab mitmeid etappe: ettevalmistustööd (pesu ja survetestimine, demonteerimine ja rikete tuvastamine), klapimehhanismide osade remont, nukkvõlli voodite remont, keermestatud ühenduste ja aukude remont, tasapindade töötlemine ja lõplik kokkupanek.
Ettevalmistustööd
Kõik silindripea remonditööd algavad kinnituste demonteerimise ja tehnoloogilise pesuga. See võimaldab puhastada silindripea õliladestustest, põlemisproduktidest ja muudest saasteainetest, mis võivad varjata remonditava osa pinnadefekte. Esialgne hinnang tööde mahule ja nende teostamise järjekorrale selliste defektide avastamisel võib oluliselt erineda.
Remondiks ettevalmistamise järgmine etapp on silindripea survekatse, mille käigus kontrollitakse jahutussärgi tihedust, mikropragude leidmisel tuleb enamasti silindripea välja vahetada.
Survetest tehakse ka pärast põlenud, kulunud või hävinud klapipesade vahetamist.
Pressimistööd viivad läbi MotorIntekh LLC spetsialistid spetsiaalse varustuse abil mootori töötingimustele võimalikult lähedastes tingimustes.
Remonditud pea seisukorra edasiseks kindlaksmääramiseks on vaja klapimehhanism lahti võtta ja sellele järgnev rikete tuvastamine.
Isegi sellise tähtsusetu toimingu peaksid tegema eranditult professionaalid, mis tagab lahtivõetud osade ohutuse ja nende edasise kasutamise võimaluse.
Remonditud silindripeade tuvastamine toimub spetsiaalse mõõteriistaga. Rikke tuvastamise käigus määratakse eelseisvate silindripea remonditööde maht.
Silindripea osade remont

Pärast ettevalmistustööde tegemist asendatakse kulunud ja deformeerunud osad uutega. Tehase klapijuhiku pukside puudumisel saab neid valmistada meie spetsialiseeritud keskuses LLC "MotorIntekh" sarnastest sulamitest. Kõik kummiosad, tihendid ja tihendid vahetatakse alati välja.
Suurim raskus on silindripea nukkvõllide ja nende voodite taastamine.
Defektid, mis tekivad mootori ebaõigel töötamisel (töö ilma määrimiseta, mootori ülekuumenemine) põhjustavad nukkvõllide deformatsiooni ning laagripukside ja nukkide kulumist, täkkeid, sügavaid kriimustusi ja kriimustusi nii võllidel endil kui ka nende alustel. , mis võib kaasa tuua pöördumatuid tagajärgi kuni kogu mootori rikkeni.
Kaasaegsed remonditehnoloogiad võimaldavad enamikul juhtudel taastada voodite ja nukkvõllide kulunud pindu, pikendades seeläbi silindripea eluiga. Erandiks on õõnsad kerged nukkvõllid, mis tuleb kahjustuste korral kohustuslikult välja vahetada.
Kui teil on nukkvõllide ja haagismajade taastamisega seotud probleeme, võtke ühendust meie MotorIntekh LLC spetsialiseeritud keskusega ja me lahendame teie probleemid kiiresti ja tõhusalt.
Järgmise sammuna taastatakse kõikvõimalikud keerme- ja kinnitusdetailid, küünlaaugude niidid ning diiselpeadel aukude plokk pihustite ja hõõgküünalde jaoks.
Üks silindripea remondi viimaseid toiminguid on ühendustasandi freesimine.
Toiming taandub silindripea tasapinna tasandamiseks frees- või lihvimismasinal, et tagada silindripea tihe ühendus silindriplokiga kogu tasapinna ulatuses ja välistada ringlevate tehniliste vedelike võimalik lekkimine. määrde- ja jahutussüsteemide kanalites. Paljud tootjad lubavad silindripea kõrgust veidi vähendada ja toodavad suurema paksusega remonditihendeid.
Enne klapimehhanismi lõplikku kokkupanekut on vaja töödelda ventiilide pesad ja faasid, et tagada sisselaske- ja väljalaskekanalite tihedus mootori töötamise ajal.
Klapimehhanismi osi töödeldakse Motorintekh LLC spetsialiseeritud keskuses kaasaegsetel ülitäpsetel masinatel ja tehtud töö kvaliteeti kontrollitakse spetsiaalsetel mõõtesõlmedel.
Kokkuvõtteks võib öelda, et mõnede kaasaegsete automootorite mudelite puhul on vajalik klapiajami vahede käsitsi reguleerimine mõõtesondide abil.
Silindripea remont
Mootoritehnoloogia ettevõte teostab silindripea põhjalikku remonti
Silindripea – silindripea , sõiduki kõige olulisem komponent, mis vastutab kütuse põlemisprotsessi juhtimise eest mootoris ja heitgaasides.
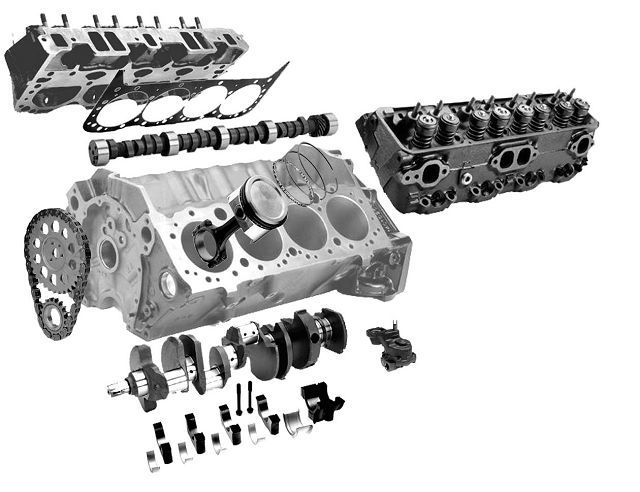
On võimalik eristada silindripea peamisi mehhanisme ja osi:
- Karter ehk plokipea korpus, milles asuvad kõik mehhanismid, jahutussüsteemi kanalid, õlitorustik ja põlemiskamber.
- Keermestatud augud või istetasand süüteküünalde või pihustite paigaldamiseks.
- Plokipea tihend.
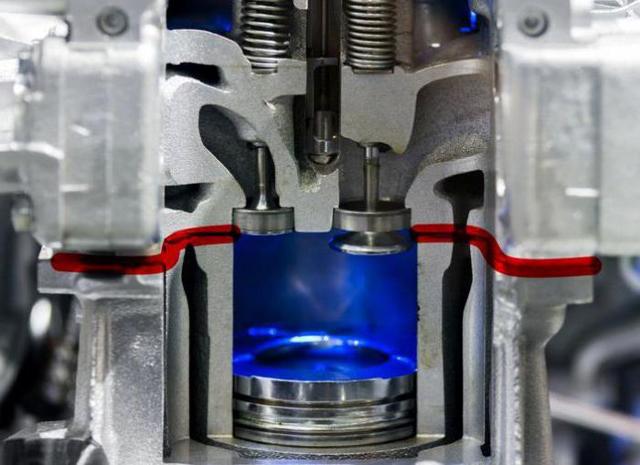
- Põlemiskamber, milles töösegu süttib.
- Gaasi jaotusmehhanism.
- Gaasi jaotusmehhanismi ajam.
- Sisselaske- ja väljalaskekollektorite maandumistasandid ja keermestatud kinnitusdetailid.
Plokipea mitteeemaldatavate osade hulka kuuluvad klapipesad, mis on vajalikud gaasijaotusmehhanismi (ajastus) ja klapijuhikute tiheduse tagamiseks.
Need osad surutakse plokipea karterisse "kuumalt" ja neid tuleb vahetada ainult spetsiaalsete tööriistade ja termoseadmete kasutamisel.
Garaažitingimustes ei ole soovitatav vahetada klapipesasid ja juhtpukse, kuna pea ebaühtlase kuumenemise tõttu võib see muuta oma geomeetriat, rikutakse silindriploki kokkupuutetasand ning silindripea muutub kasutuskõlbmatuks. või on vaja tõsist taastamistööd.
Silindripea remont ja hooldus
Kõik auto komponendid ja koostud vajavad hooldust, diagnostikat ja mõnikord ka remonti. Plokipea pole erand. Esiteks nõuavad suuremat tähelepanu need osad, mis on kõige rohkem koormatud.
Need on gaasijaotusmehhanismi osad – ventiilid, klapitihendid, nukkvõlli tihendid, pea tihend. Osade kulumist ja silindripea õiget tööd mõjutavad paljud tegurid, kuid peamised on seotud hoolduse ja diagnostikaga.
Mutrite pingutamine ilma pöördemomendiga juhitavat pöördemomenti jälgimata, peapoltide või mutrite ebaõige pingutamine – kõik see võib põhjustada pea korpuse väändumist, mis põhjustab mootoririkke.
Plokipea demonteerimisel on mitmeid toiminguid – silindrite puurimine, klapipesade ja klapipukside survekatse, klappide endi vahetamine või remont, pesade viimistlemine ja lihvimine, pea vastaspinna lihvimine ja palju muid toiminguid, mis hõlmavad selle demonteerimist.
Kui teil on teatud kogemused ja teadmised, saab kõiki neid töid teha iseseisvalt garaažitingimustes ja oma kätega, välja arvatud need tööd, mis nõuavad ülitäpseid seadmeid. Silindripea remondi ja hoolduse kõige põhilisem tööriist on selle tööprotsessi mõistmine ja teadmised konstruktsioonist. Ilma teadmisteta isegi kõige täiuslikum
Silindripea defektid, mida ei ole võimalik parandada
Kahjuks ei saa kõiki silindripea töötamise ajal tekkinud defekte parandada:
- kui teie plokk on malmist, võivad klapipesa istmes tekkida praod, sel juhul ei ole selle koostu seinad üle kahe millimeetri, mis tähendab, et tihedust on võimatu saavutada;
- pea sisse- või väljalaskekanalis tekkinud pragusid ei saa samuti parandada, kuna nendesse kohtadesse pole võimalik tööriista tarnida;
- sügavad praod, mis peituvad pea pinnalt eelkambrisse.
Ülaltoodud defektide avastamisel on remont võimatu, vaja on kogu komplekt välja vahetada.
Silindripea (silindripea) lihvimine ja pressimine
Vajutasin silindripead – mootorisüsteemi tervikliku diagnostika oluline komponent. Toimingu olemus on tööüksuse (silindriplokkide ja jahutusvedeliku tarnimise kanalite) tiheduse kontrollimine. Diagnostika viiakse läbi enne kapitaalremonti või iseloomulike probleemide ilmnemisel.
Silindripea rõhu testimise vajaduse märgid
Silindripea kokkupressimine on kohustuslik, kui ilmnevad järgmised sümptomid:
- mootoriõli taseme tõstmine;
- õli voolavuse muutus (vedelik muutub õhemaks);
- õlis on märgatavad antifriisi jäljed;
- õlimõõtevarras on kaetud emulsiooni setetega;
- mootori pidev ülekuumenemine;
- temperatuurianduri vale töö;
- mootori vibratsioon, mis tõuseb ülesmäge ronides.
Loetletud kõrvalekalded normist tulenevad mootoriõli segunemisest jahutusvedelikuga, mis omakorda viitab süsteemi tiheduse rikkumisele.
Diagnostiline rõhutestimine on vajalik ka juhtudel, kui jahutussärgi voolikutes ja torudes rõhk tõuseb, heitgaasid koonduvad niiskusega küllastumise tõttu (märgiks on paksu valge suitsu tekkimine) ja mitu mulli on selgelt nähtavad. paisupaak.
Silindripea tiheduse rikkumise põhjused
Ploki tiheduse kaotamise peamised põhjused on järgmised:
- madala kvaliteediga ja sobimatu antifriisi kasutamine;
- mitteprofessionaalne remont (halb ploki loputamine või puhastamine enne kokkupanekut);
- sõiduki liigne kasutamine;
- tehnosüsteemi elementide kulumine;
- tootmisdefektid.
Kõige sagedamini leitakse pragusid ja mikroskoopilisi defekte, mis põhjustavad süsteemi tiheduse kadumist, silindripeeglitel, klapipesadel, ventiilide ja küünalde vahel, ploki ja silindripea kokkupuutetasandil.
Seadmed diagnostikaks
Peamised seadmed silindripea defektide tuvastamiseks on survetestimise stendid. Automatiseeritud seadmeid kasutatakse süsteemi sisemiste õõnsuste tuvastamiseks, mikropragude suuruse ja asukoha määramiseks. Visuaalse kontrolli käigus on äärmiselt raske tuvastada mehhanismi elementide terviklikkuse rikkumist, kuna defektid on peidetud tahma alla või on mikroskoopiliste mõõtmetega.
Kõigi stendide tööpõhimõte on sama – silindripea sisemuse survetestimine rõhu all etteantava õhuga. Nendel eesmärkidel suletakse plokipea kummitihendite või orgaanilise klaasiga, mille järel jahutusringi augud suletakse. Lisaks paigaldatakse ühele augule liitmik, mille kaudu pumbatakse suruõhku jaotatud (4-6 baari).
Spetsiaalses anumas (vannis) kuumutatakse vesi temperatuurini 60 kraadi, kuhu asetatakse silindripea. Kõrge temperatuuri mõjul laienevad metalli struktuurikomponendid, mille tagajärjel ilmnevad mikroskoopilised defektid (praod).
Diagnostikaaparaadi platvorm, kus testid toimuvad, on võimeline pöörlema 360 kraadi, mis võimaldab teil kiiresti ja täpselt tuvastada defektide asukoha.
Pressimisseadmete klassifikatsioon
Pressimisseadmed on erinevad:
- konteineri suurus;
- koguvõimsus;
- pöörlemissagedus;
- tootlikkus;
- mõõtmed ja kaal.
Kaasaegsetel stendidel on võimalik diagnoosida sõidu- ja veoautode, mootorrataste, eriseadmete silindripead.
Silindripea lihvimine
Silindripea lihvimine on tööoperatsioon, mida tehakse pärast iga mootori lahtivõtmist.
Ainult metalli (malmi või alumiiniumi) lihvimine tagab detaili pinnalt kõikide mikroskoopiliste ebatasasuste kõrvaldamise, punnide ja läbipainete korrigeerimise.
Kui tehnoloogiliselt täpset lihvimist ei teostata, ei saa sõlme tihedust taastada – kuumad gaasid tungivad läbi tihendi, mis viib selle kiire läbipõlemiseni.
Lihvimine toimub pärast mõõtmist (kasutades mustreid ja sonde), kui geomeetria rikkumine on suurem kui 0,05 mm. Mõõtetööd on aluseks lihvimisseadme löögi iseloomu ja ulatuse määramisel. Pärast keevitamist tehakse operatsioon, et kõrvaldada sälgud, kriimustused, metalli sissevoolud.
Lihvimislaual tehakse ülitäpseid töid, töötlemine toimub freeside abil. Liigne metall lõigatakse etteantud sügavusele, mille järel tehakse kontrollmõõtmised. Praktika näitab, et kui pea on juba kaks korda lihvitud, on soovitatav osta mehhanismi uus element (tõenäoliselt on metallikiht eemaldatud koguses, mis ületab lubatud väärtusi).
Silindripea pressimine ja lihvimine
Meie ettevõte teostab Tulas diagnostilist survetesti ja silindripeade lihvimist kõikide klasside ja kategooriate sõidukite remondi käigus. Meie teenuste kasutamise eelised on järgmised:
- kaasaegsete seadmete olemasolu;
- oma alade olemasolu sõidukite remondiks ja testimiseks;
- meistrite kõrge kvalifikatsioon;
- suur praktiline kogemus;
- suhted usaldusväärsete originaalvaruosade ja -mehhanismide tarnijatega;
- paindlik hinnapoliitika.
Hindame kliente, kes on meie ettevõtet eelistanud ja teeme kõik, et valiku õigsust tõestada. Helistage, et täpsustada tellimuse üksikasjad, maksetingimused ja diagnostika läbimise aeg. Meil on hea meel tõestada oma professionaalsust ja vastutustunnet!
Mootoriploki pressimine
Mootoriploki survetesti tehakse, kui kahtlustatakse mikropragude olemasolu, mille kaudu jahutusvedelik siseneb põlemiskambrisse, mootori karterisse või lihtsalt voolab välja.
- MOOTORI SILINDERPLOKIS MIKROPRÄDEDE OLEMASOLU MÄÄRAMINE
- Ploki survetestimine muutub vajalikuks, kuna visuaalse vaatlusega on peaaegu võimatu tuvastada mootori silindripea mikropragusid .
Selleks summutatakse spetsiaalsete äärikute ja pistikute abil kõik mootori jahutussüsteemi avatud kanalid ning suruõhk juhitakse seadme ainsa avatud harutoru kaudu jahutussärgi.
Samal ajal lastakse silindriplokk umbes 70 kraadini kuumutatud veega kuuma vanni rõhuga 0,1-0,2 MPa.
Mullide olemasolul vees on võimalik kindlaks teha mikropragude olemasolu plokis . Kui mullid kohe ei ilmu, jääb silindriplokk 10-15 minutiks kuuma vette, mis võimaldab sellel soojeneda survevannis oleva vedeliku temperatuurini . See temperatuur on lähedane mootori töötemperatuurile, mis võimaldab tuvastada külmas mootoriplokis märkamatuks jäänud pragusid.
MOOTORI VARJATUTE Defektide tuvastus
Kui sel juhul ei ilmnenud mikropraod kuidagi, siis rõhk jahutussärgis tõuseb 0,4 MPa-ni. See rõhk on palju suurem kui terve mootori tööväärtus. Tavaliselt hoitakse mootorites seda umbes 0,1 MPa tasemel.
Selline rõhk võimaldab paljastada mootori varjatud defekte , mis ei ilmnenud mootori normaalse töötamise ajal. See on maksimaalne võimalik rõhk, mis jahutussärgile antakse.
Süsteemi edasine survestamine võib silindriploki korgid ja jahutussüsteemi tihendid välja rebida.
Enne ploki survekatsetamist tuleb osa õliladestustest põhjalikult pesta. Vastasel juhul tekib survevannis kiiresti õlikile, vesi kaotab läbipaistvuse, mis muudab tõrkeotsingu palju keerulisemaks.
MOOTORIPLOKKI SURVESTAMINE TIHENDIGA
Soovitame silindriplokki survetesti teha mitte ainult mootori ülekuumenemisel, vaid ka pärast hülsi, kui jahutussärgi “katkestus” on kõrvaldatud. Tihti juhtub, et silindri vooder ei kata kõiki pinnale tulevaid mikropragusid. Sel juhul on võimalik silindriplokki survestada tihendiga.
Selleks jääb silindriplokk ööpäevaks surve alla spetsiaalse hermeetiku lahusega vedelikus, mis polümeriseerides “pingutab” ploki kahjustusi. See teenus on üsna kallis ja seda tehakse ilma garantiita.
See on nõudlik, kui tegemist on haruldase mootoriga, millele on uue ploki leidmine problemaatiline. Tihendatud silindriplokid töötavad normaalsetes töötingimustes hästi, kuid on võimatu ennustada, kuidas need käituvad äärmuslike termiliste ja mehaaniliste koormuste korral.
MEIL ON TÄNU UUSIEMELE SEADMETELE KÕIGE TÖÖTÄHTAJAD VAREMISTE HINDADEGA
Tänu uute seadmete paigaldamisele meie ettevõttes "Avto-Zip", mis asub Obninskis, oleme vähendanud silindriplokkide survetestimise aega ühele tööpäevale.
Samal ajal jäid meie teenuste hinnad samaks!
Silindripeade pressimine
Iga autoomanik peab jälgima mootori tehnilist seisukorda. Mootori remondiga peab tingimata kaasnema jahutuskanalite tiheduse kontroll, samuti silindripea määrimine. Sellise protseduuri nagu silindripea survekatse läbiviimine võimaldab vältida paljusid probleeme: kõrvaldada praod ja vältida kulukat plokipea väljavahetamist.
Miks on oluline kontrollida silindripea tihedust?
Silindripea võib reeglina ebaõnnestuda madala kvaliteediga jahutusvedeliku või kütuse kasutamise tõttu. Korrosioon võib põhjustada ka pea pragu. Sellest tulenevalt vajab silindripea remonti. Tehtavate tööde üheks etapiks saab kindlasti olema silindripea survetestimine.
Silindripea uurimisel pööravad eksperdid tähelepanu eelkõige gaasijaotusmehhanismi osade kulumisele. Lisaks on võimalik ka peakorpuse kahjustamine. Kuna märkimisväärsete termiliste ja mehaaniliste koormuste mõjul tekivad praod, mis võivad mootori tööd negatiivselt mõjutada.
Pidevalt suurenev pragu vähendab oluliselt pea mehaanilist tugevust. Lisaks nõrgendab see peasse surutud osade, st eelkambrite, klapipesade ja klapijuhikute sobivust.
Lisaks rikub pragu nii jahutussüsteemide kanalite kui ka määrimise tihedust. Sellel on äärmiselt negatiivne mõju mootori normaalsele tööle.
Millal on vaja silindripead katsetada?
Reeglina tuleb silindripea rõhu testimine teha pärast iga mootori või pea remonti.
Ja ka kohustuslik rõhukatse on vajalik, kui:
- mootori ülekuumenemine, mis oli silindripea remondi põhjuseks – ülekuumenemisel tekivad sageli praod,
- kasutatud pea ostmine,
- kõik sümptomid, mis näitavad, et silindripea sisemiste kanalite terviklikkus on katki,
- kui remonditakse diiselmootoreid, eriti neid, mille silindripea on valmistatud malmist,
- pärast keevitamist, eriti kergsulamist pea pragude parandamist.
Kuidas toimub silindripea rõhu testimine?
Silindripea survestamine toimub spetsiaalse varustusega. See seade töötab pea sisemiste õõnsuste suruõhuga survestamise põhimõttel.
Kõigepealt tehakse uuritava õõnsuse pistik, kummitihendite ja paksude pleksiklaasplaatide abil tihendatakse pea kinnitustasand. Jahutusringi aukudele on paigaldatud ka pistikud, mis lähevad silindripea külgpindadele. Ja ühe pistiku kaudu suunatakse suruõhk ligikaudu 4-6 baarise rõhuga testitavasse õõnsusse.
Järgmisena kastetakse pea soojusisolatsiooniga veega täidetud vanni, mille temperatuuri hoitakse umbes 70°C juures. See võimaldab peal soojeneda töötemperatuurini.
Kuumutamisel metall paisub, seetõttu avanevad kõik praod, mida toatemperatuuril ei olnud võimalik tuvastada. Praod saab tuvastada peaõõnest väljuvate suruõhumullide järgi. Pressimine võimaldab määrata nii määrdeaine või jahutusringi tiheduse kui ka pragude olemuse – väikesed või läbivad.
Silindripea survetestimise maksumus võib olla erinev, seda mõjutab töömaht ja kasutatav paigaldus. Tasub meeles pidada, et silindripea pressimiskulud ei ole võrreldavad uue plokipea ostmisega. Plokipea maksumus võib olla võrdne kasutatud auto hinnaga.



